86.僀儞僨僋僗偵栠傞
杮儁乕僕偼壓偐傜惢嶌媦傃幏昅弴偵側偭偰偍傝傑偡丅嫽枴偺偁傞応強偐傜偍撉傒偔偩偝偄丅嵟壓抜偵慁斦峸擖儗億乕僩宖嵹
| 儈僯慁斦compact3僗儔僀僪挷惍儊乕僇乕巜掕 |
2017擭10寧22擔宖嵹 |
儊乕僇乕僒乕價僗儅儞婰嵹偺婰帠 |
| 俥侽侾係媟惢嶌婰 |
俀侽侾侽擭俀寧俀俇擔埲崀 |
嵟怴偺婡懱丄嬥懏晹昳偺惢憿婰 |
| 儈僯慁斦偺僴儞僪儖夵憿丄僼儔僀僗僕僌惢嶌婰 |
俀侽侾侽擭侾寧俁侾擔乣俀侽侾侽擭俀寧俀俁擔 |
峸擖偟偰侾擭宱夁偟偨帪揰偱偺慁斦夵憿婰 |
| 儈僯慁斦compact3偺峸擖婰 |
俀侽侽俋擭俀寧俀侾擔乣俀侽侽俋擭俁寧侾侽擔 |
俈枩墌偺搳帒偱攦偭偨嵟弶偺傑偲傕側岺嶌婡夿摫擖摉弶偺婰帠 |
| 栘岺慁斦偺帺嶌婰 |
俀侽侽俋擭侾寧侾俆擔乣俀侽侽俋擭俀寧俉擔 |
揹摦僪儕儖儌乕僞乕傪棙梡偟偨庡幉丄恈墴戜偼僪儔僼僞乕偵庢傝晅偗 |
搶梞傾僜僔僄僀僣丂楅栘條婰嵹
>丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂 compact3儐乕僓乕
>丂 僐儞僷僋僩俁偺恊偹偠傪峸擖偟傑偟偨昹徏偺壛摗偲怽偟傑偡丅
> 墲暅戜偺挷惍曽朄偵娭偟偰幙栤偟傑偡丅
>丂 侾擭巊梡偟偰墲暅戜偺巭傔偹偠偑娚傒扙棊偟傑偟偨丅墲暅戜傪儀僢僩偐傜敳偄偰暘夝偟側偄偲挷惍偱偒偦偆偵側偐偭偨偺偱暘夝偟傑偟偨墲暅戜偺偑偨偺挷惍曽朄偼偳偆偡傟偽偄偄偺偱偟傚偆偐偱偟傚丅傾僪僶僀僗婅偄傑偡丅
> 乽庢傝埖偄愢柧彂偵偼僋儘僗僗儔僀僪偺挷惍曽朄偑婰弎偟偰偁傝傑偡丅偙傟偼僇儈僜儕乮僕僽乯挷惍偱挷惍僫僢僩偱峴偆晛捠慁斦偲曄傢傝側偄曽朄偱偡丅偟偐偟墲暅戜偺挷惍曽朄偼婰弎偟偰偄側偄丅梕堈偵挷惍偱偒側偄丅墲暅戜偼壓偐傜僾儗乕僩俀枃傪丄僾儗乕僩巭傔偹偠偱墴偝偊偮偗偰偄傞丅僾儗乕僩巭傔偹偠偼儀僢僩偺壓偐傜丄擿偗側偄偟丄岺嬶傕擖傜偢掲傔側偍偟偑偱偒側偄丅僾儗乕僩巭傔偹偠偑娚傫偱偄傞傛偆偩偭偨偑慁斦傪暘夝偟側偄偲掲傔晅偗偱偒側偄丅嵍塃侾杮偢偮僾儗乕僩棷傔偹偠偑扙棊偟偰墲暅戜偼晜偄偨忬懺偵側傝憲傝傪偐
偗傞偲丄墲暅戜偑嵍塃偵梙傟偨丅偙傟偱偼傑偲傕側愗嶍偑偱偒側偄丅偦傟偱墲暅戜偐傜恊偹偠僫僢僩傪庢傝奜偟丄恊偹偠傕儀僢僩偐傜庢傝奜偟偨忋偱丄僋儘僗僗儔僀僪慡懱傪塃懁偵儀僢僩偐傜堷偒敳偄偨丅堷偒敳偄偨僋儘僗僗儔僀僪偺壓柺偵偼偛傒偑戲嶳媗傑偭偰偄偨丅僑儈偼栘偺嶍傝偔偢偲丄搖棻偩丅偛傒傪庢傝彍偒丄側偔側偭偰偄偨僾儗乕僩巭傔偹偠傪丄榋妏寠晅偒儃儖僩偺嵼屔偐傜庢傝晅偗偰丄掲傔側偍偟偰儀僢僩偵嵎偟崬傫偩丅嫮偔掲傔偡偓傞偲儀僢僩偵嵎偟崬傔側偔側傞丅搑拞傑偱嵎偟崬傫偱丄掲傔晅偗傪旝挷惍偟偰姰慡偵嵎偟崬傒傑偟偨丅乿偙傟偼慁斦偺暘
夝偱偡丄偙傟埲奜偵挷惍曽朄偼側偄偺偱偟傚偆偐丅
埲壓僋儘僗僗儔僀僪晹偺挷惍曽朄偺偛埬撪傪抳偟傑偡丅
徻偟偄帒椏側偳偑堦愗側偄堊丄幨恀傪揧晅抳偟傑偟偨偺偱偛棗懻偒側偑傜
暥復傪偍撉傒懻偒傑偡傛偆偍婅偄怽偟忋偘傑偡丅
婎斦僾儗乕僩偺4偮偺僱僕傪奜偟傑偡丅(0546)

棤柺偵傕僱僕偑2偮偁傝傑偡偺偱奜偟丄僾儗乕僩傪奜偟傑偡丅(0551,0552)

婎斦傪僗儔僀僪偝偣偰奜偵旘傃弌偝偣傑偡丅(0549)
婎斦偼働乕僽儖偱愙懕偝傟偰偄傞堊丄杮懱偐傜奜偡偙偲偼弌棃傑偣傫丅(0553)
婎斦傪奜傊弌偟傑偡偲丄儀僢僪偲儀乕僗傪屌掕偟偰偄傞榋妏儃儖僩偑偁傝傑偡偺偱奜偟傑偡丅(0554)

恾偺傛偆偵儀僢僪偺棤懁偑偺偧偗傞傛偆偵側傝傑偡丅(0557,0558,0559)
慻傒棫偰傞応崌偼媡偺弴彉偱偍婅偄抳偟傑偡丅
偛愢柧偼埲忋偵側傝傑偡丅
傢偐傝偵偔偄偛愢柧偱怽偟栿偛偞偄傑偣傫偑丄偛晄柧側揰丄偛幙栤側偳偛偞偄傑偟偨傜
偍婥寉偵偛楢棈壓偝偄丅
2010擭俆寧俆擔
旜梼偑庢傝晅偗傜傟偨丅庡梼偲僲乕僘僐乕儞偵僶僼偱杹偒傪偟偨丅揹摦儈僯儕儏乕僞乕偱丄尋杹嵻傪偮偗偨僶僼傪夞揮偝偣偰杹偄偨丅僷僀儘僢僩偼俥侾俇偺帪惢嶌偟偨傕偺傪嵹偣偰偄傞丅嶣塭偺娭學偱僉儍僲僺乕偼奜偟偨丅傑偩姰惉偱偼側偄丅姰惉偵偼嬤偯偄偨丅

2010擭俆寧俁擔
傾儖儈偺庡梼偑庢傝晅偄偨丅嶍傝弌偟偑僴儞僪岺嬶側偺偱丄偐側傝偟傫偳偐偭偨丅愭擔峸擖偟偨僌儔僀儞僟乕偺俠僇乕儃儔儞僟儉搖愇偑栶偵棫偭偨丅擃幙嵽偺枹擬張棟揝丄傾儖儈偼傛偔嶍傟傞丅梼偑偮偄偰旘峴婡傜偟偔側偭偨偺偑婥帩偪偑偄偄丅

楢媥傕廔傢傝嬤偔偵側偭偨丅庯枴偺偙偲偼傎偲傫偳偟側偐偭偨偑丄嶐擔傛偆傗偔俥侾侽係庡梼偵拝庤偟偨丅傾儖儈儉僋偩丅偙偺梼抐柺偺惍宍偼崪偑愜傟傞丅僒儞僟乕丄僌儔僀儞僟乕丄儀儖僩僒儞僟乕傪憤摦堳偟偰偙偙傑偱偒偨丅傑偩偁偲堦擔偖傜偄偐偐傞偐傕偟傟側偄丅侾侽倣倣岤偺斅偐傜崻尦俈倣倣丄愭抂俁倣倣偺庡梼傪嶍傝偩偟偰偄傞丅僽儘僢僋傊偺愗傝弌偟偼僶儞僪僜乕乮栘岺梡乯偲丄僩儕乕儅乕乮栘岺梡乯偱丄梼偺抐柺偼傂偨偡傜尋杹偡傞丅

俀侽侾侽擭係寧侾俉擔
儊乕僞乕僷僱儖偼俥侾侽係偺幨恀傪揬傝晅偗偟偨丅屄乆偺儊乕僞乕傪愗傝敳偒揬傝晅偗傛偆偲偟偨偑丄儊乕僞乕偑彫偝偡偓偰偆傑偔偄偐側側偐偭偨丅

2010擭係寧侾係擔
丂俿俽俵俠搶嫗僜儕僢僪儌僨儖僋儔僽曽偺儊儞僶乕偝傫偺俫俹傪墈棗偟偨丅僗僠儗儞儁乕僷乕偱僼儕乕僼儔僀僩傪惢嶌偝傟傞婰帠偑宖嵹偝傟偰偄偨丅憖廲惾偺寁婍斅偼僷僜僐儞偺僪儘乕僜僼僩偱昤偄偨傕偺傪儌僨儖僗働乕儖偵僾儕儞僩偟偨傕偺傪揬傞傛偆偩偭偨丅俥侾侽係偺寁婍僷僱儖偼幨恀偺傛偆偵傾儖儈儉僋斅岤俁倣倣偼偁傞戙暔偱偁傞丅偙傟偼傾儖儈偺幙姶偲僷僱儖偺嬥懏岝戲傪慱偭偨傕偺偩丅忋婰儊儞僶乕偝傫偺傛偆偵慡柺巻挘傝偟偰偟傑偆偲傾儖儈昞柺偑塀傟偰偟傑偆丅幚幨偺俥侾侽係寁婍僷僱儖幨恀偼偁傞偺偱偦傟傪1/32僗働乕儖憡摉偵弅彫僾儕儞僩偟偰丄崅搙寁偲偐悈暯媀偲偐屄暿偺儊乕僞乕傪愗傝敳偄偰傾儖儈斅偵揬偭偰傒傛偆偲巚偆丅庤彂偒偱儊乕僞乕偺仜傪昤偔傛傝偄偄姶偠偵側傞偲婜懸偡傞丅
2010擭係寧侾侾擔
僐僢僋僺僢僩惢嶌拞丄俥侾俇偱惢嶌偟偨僷僀儘僢僩傪壖偵搵忔偝偣偰傒偨丅搚擔揤婥偑椙偐偭偨偺偱丄奜弌偟偰婡懱惢嶌偼恑傑側偐偭偨丅惵梩偑傒偢傒偢偟偄婫愡偱婥帩偪偑偄偄丅


2010擭係寧係擔
僐僢僋僺僢僩嵗惾偑傎傏梊掕捠傝姰惉偟偨丅


壓幨恀偼係寧俁擔搚梛擔偺峲嬻帺塹戉峀曬娰偺俥侾侽係僐僢僋僺僢僩偩丅

2010擭俁寧俁侽擔
崱屻偺憖廲惾傑傢傝偺峔憐傪昤偄偨丅僉儍僲僺乕偑摟柧偱庢傝晅偒丄憖廲惾偑偱偒傞偲偐側傝傗傞婥偵側傞丅偦傟偱傕偭偰僷僀儘僢僩傕嶌傝偨偔側傞丅僷僀儘僢僩偼帺暘帺恎偺壔恎偱偁傝丄帺暘偑忔傝偨偄偲偄偆柌偑偁傞丅
2010擭俁寧俀俉擔
F104偑傛偆傗偔宍偵側偭偨偑偙偙傑偱俀儢寧偐偐偭偰偄傞丅俀寧偼婡懱峔憐偲庡媟儐僯僢僩偲丄慜椫儐僯僢僩傪嶌偭偨丅庡媟儐僯僢僩偵俀廡娫丄慜椫偵侾廡娫偐偐偭偨丅僲乕僘僐乕儞偵侾廡娫偲丄旜晹摲懱偺寢崌傾儖儈撪晹晹昳偵侾廡娫偐偗偰偄傞丅偟偨偑偭偰栘惢摲懱偵拝庤偡傞埲慜偺嬥懏壛岺偵俆廡娫傪旓傗偟偨偙偲偵側傞丅侾廡娫偲偼婎杮揑偵搚擔偺俀擔傪偝偡丅偦傟偵斾妑偡傞偲栘惢摲懱偼俀廡娫偱偙傟偩偗宍偵側傞偺偩偐傜丄嬥懏壛岺偵偄偐偵帪娫偑偐偐傞偐傢偐傞丅僙僢僇僠側傢偨偟偼摲懱傪嶌傝弌偡偲偡偖偵姰惉偝偣偨偔偰丄愭偵摲懱偑偱偒傞偲帪娫偺偐偐傞嬥懏惈偺崀拝憰抲偵偼庤偑晅偐側偄丅崱夞俥侾侽係偱偼愭偵偠偭偔傝偲帪娫偺偐偐傞崀拝憰抲傪姰惉偝偣偰偄偨偺偑傛偐偭偨丅偙偺偺偪庡梼偼娙扨偦偺傕偺偩偑丄僐僢僋僺僢僩偵傑偨偐側傝偺帪娫傪偐偗傞偙偲偵側傞丅僐僢僋僺僢僩偺孈傝崬傒偲庡梼偺庢傝晅偗忋偺栤戣偱摲懱偼嵍塃俀暘妱壜擻偩丅摲懱懁柺偵嵍塃俀売強偯偮儃儖僩寠偑業弌偟偰偄傞偑丄偙傟偼暘妱壜擻偵偟偨戙彏偩丅傑偨嵟忋晹偺幨恀偱偼尒偊傞嵍塃偺栘嵽偺愙崌柺偼嵟壓晹偺幨恀偱偼丄攚崪偵偁偨傞嵶挿偄晹嵽傪慻傒崬傒愙崌柺偑塀傟傞峔憿偵偟偨丅
 |
挬岺嶌奐巒丄奜偼傑偩埫偄丅
俵偝傫偵儊乕儖偟偰偐傜嶌嬈傪奐巒偟偨丅
挬俆帪戙偼丄僐儞僾儗僢僒乕憶壒
僩儕乕儅乕憶壒偱丄壒偺偱傞嶌嬈偼偱偒側偄丅
慁斦偼惷偐側偺偱丄慁斦偲庤嶌嬈偼壒偑
偱側偄偺偱偱偒傞丅
崱擔偼偁偁偟傛偆丄偙偆偟傛偆偲峫偊傞偺傕
偙偺帪娫丅 |
 |
婡懱傪慜屻偺婎弨幉偱屌掕偟偰
僄傾乕僀儞僥乕僋壓柺傪戝偒偔
嶍傝庢傞丅
塃忋偼僲儈偲僑儉僴儞儅乕丄塃拞傎偳悈怓
偺暔懱偼僶儖僒僇儞僫丄崱夞偼僶儖僒
僇儞僫偲丄僲儈偑妶桇偟偨丅
愒偄傕偺偼侾侽侽墌僔儑僢僾偺妏搙僎乕僕
偙傟偱丄庡梼偺壓敿妏傪寛傔偨丅 |
 |
婡夿偱傗傝偡偓傞偲尦偵栠偣側偄丅
僄傾儕儏乕僞乕忋偲
揹摦偺儈僯儕儏乕僞乕偱嶍傞丅 |
 |
嶐擔攦偭偨丄俥侾侽係偲俥俉俇俥偺嶨帍
偲斾妑偟偰傒傞丅 |
 |
婎杮揑奜娤偼椙偄丅 |
 |
僄儞僕儞暚幩岥偺嬥嬶傪
慁斦偱嶍偭偨丅
慁斦偼嵽椏偺愗傝弌偟偐傜奜宍愗嶍
撪宎愗嶍丄撪宎僥乕僷乕壛岺傪偟偨丅
慁斦嶌嬈偼側傟傕偁傝偐側傝憗偔側偭偨丅
儈僯慁斦偲偄偆偙偲偱摦椡偑侾俆侽倂側偺偱
戝宎乮冇俁侽掱搙偼儈僯慁斦偱偼戝宎乯偱
彮偟愗傝崬傒傪戝偒偔偲傞乮侽丏俆倣倣掱搙乯
偱僆乕僶乕儘乕僪偱巭傑傞丅
儈僯慁斦嶌嬈偼妝偟偄偲偼偄偊帪娫偑偐偐傞丅
庯枴偱側偄偲偱偒側偄巇帠偩丅 |
 |
悅捈旜梼偺愙拝丅
愙拝偐丄僱僕巭傔偐柪偭偨丅
嫮搙忋偺栤戣偲丄悅捈旜梼偑敄偄偺偱
僱僕巭傔偼偁偒傜傔偨丅
栘岺儃儞僪偱愙拝偟偨丅 |
 |
崱擔偼偙偺傊傫偱廔傢傝丅
栘惢偺婡懱偼嬥懏壛岺偵斾傋傞偲
埑搢揑偵宍偵側傞偺偑憗偄丅
彫宎僪儕儖偼丄揹摦儕儏乕僞乕丄僓僌儕偼僩儕乕儅乕
戝偒側僇僢僩傕僩儕乕儅乕丄彫偝側廋惓偼僄傾乕
儀儖僩僒儞僟乕丄庤巇忋偘偼僒儞僪儁乕僷乕偲
偺傒丄僶儖僒僇儞僫偲懡偔偺摴嬶傪巊偄暘偗傞
偺偱偐側傝柺搢偩丅愗傝偔偢傕戲嶳偱傞丅
栘偺暡恛傕旘傇丄岲偒偱側偄偲偱偒側偄偲巚偆丅 |
2010擭俁寧俀係擔
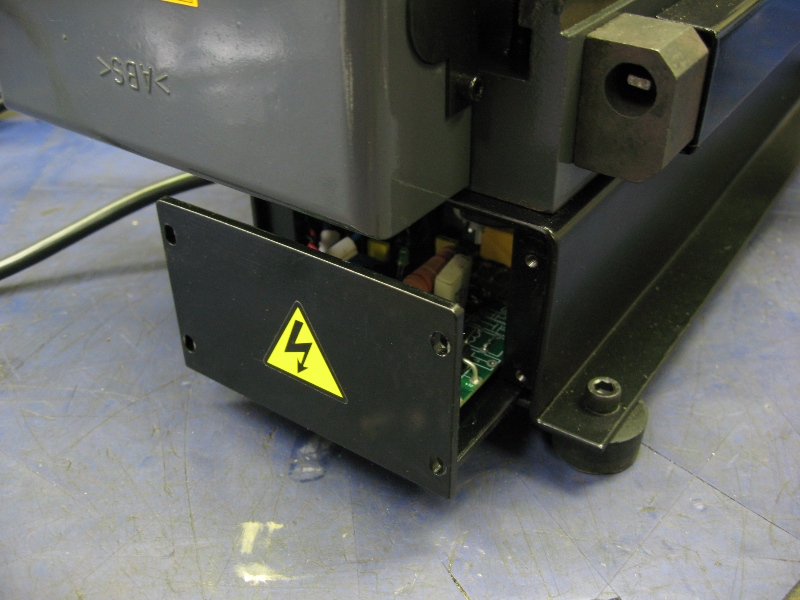
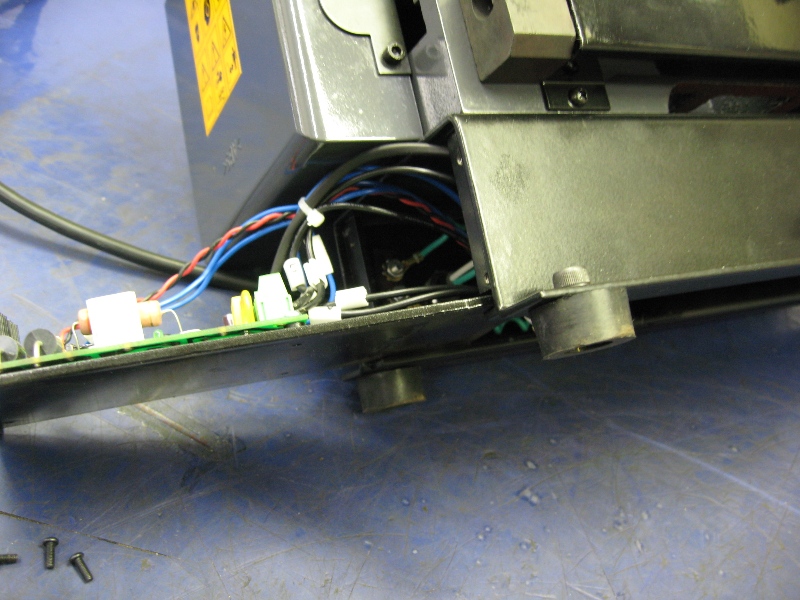
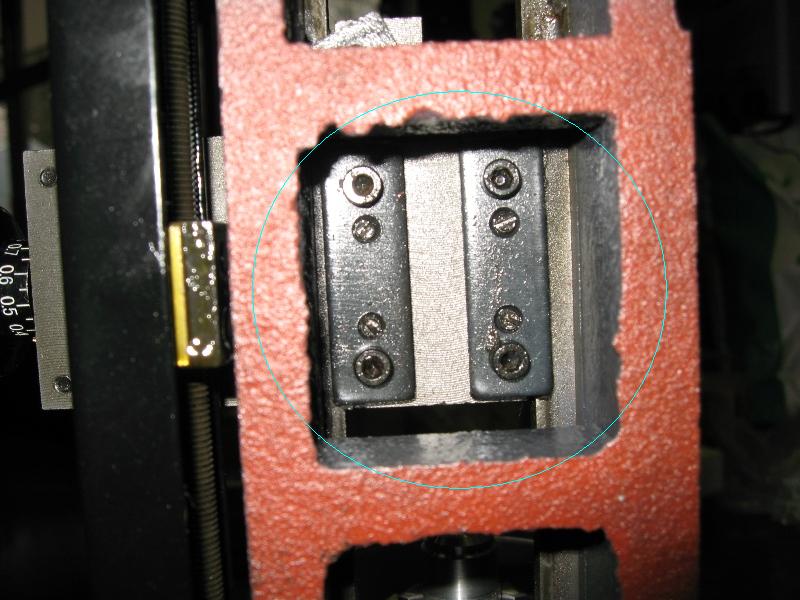
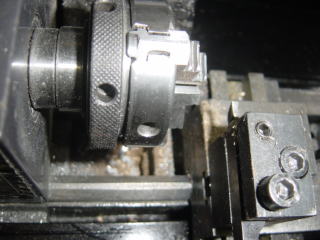
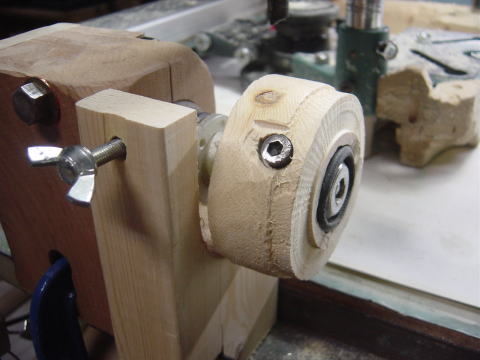
 僩儓傾僗儈僯慁斦compact3偺庛揰丄庢傝埖偄愢柧彂偵偼僋儘僗僗儔僀僪偺挷惍曽朄偑婰弎偟偰偁傞丅偙傟偼僇儈僜儕乮僕僽乯挷惍偱挷惍僫僢僩偱峴偆晛捠慁斦偲曄傢傝側偄曽朄偩丅偟偐偟墲暅戜偺挷惍曽朄偼婰弎偟偰偄側偄丅偮傑傝梕堈偵挷惍偱偒側偄偺偩丅嵍恾偱墲暅戜偼壓偐傜僾儗乕僩俀枃傪丄僾儗乕僩巭傔偹偠偱墴偝偊偮偗偰偄傞丅僾儗乕僩巭傔偹偠偼儀僢僩偺壓偐傜丄擿偗側偄偟丄岺嬶傕擖傜偢掲傔側偍偟偑偱偒側偄丅偙偺僾儗乕僩巭傔偹偠偑娚傫偱偄傞傛偆偩偭偨偑慁斦傪暘夝偟側偄偲掲傔晅偗偱偒側偄丅崱夞嵍塃侾杮偢偮僾儗乕僩棷傔偹偠偑扙棊偟偰墲暅戜偼晜偄偨忬懺偵側傝憲傝傪偐偗傞偲丄墲暅戜偑嵍塃偵梙傟偨丅偙傟偱偼傑偲傕側愗嶍偑偱偒側偄丅偦傟偱墲暅戜偐傜恊偹偠僫僢僩傪庢傝奜偟丄恊偹偠傕儀僢僩偐傜庢傝奜偟偨忋偱丄僋儘僗僗儔僀僪慡懱傪塃懁偵儀僢僩偐傜堷偒敳偄偨丅堷偒敳偄偨僋儘僗僗儔僀僪偺壓柺偵偼偛傒偑戲嶳媗傑偭偰偄偨丅僑儈偼栘偺嶍傝偔偢偲丄搖棻偩丅偛傒傪庢傝彍偒丄側偔側偭偰偄偨僾儗乕僩巭傔偹偠傪丄榋妏寠晅偒儃儖僩偺嵼屔偐傜庢傝晅偗偰丄掲傔側偍偟偰儀僢僩偵嵎偟崬傫偩丅嫮偔掲傔偡偓傞偲儀僢僩偵嵎偟崬傔側偔側傞丅搑拞傑偱嵎偟崬傫偱丄掲傔晅偗傪旝挷惍偟偰姰慡偵嵎偟崬傫偩丅偙傟偱儈僯慁斦杮棃偺惛搙偑傛傒偑偊偭偨丅墲暅戜偺崉惈偑崅偔側偭偨偺偱丄撍偭愗傝傕峏偵夣揔偵偱偒傞傛偆偵側偭偨丅杮審挷惍曽朄偵娭偟偰偼丄惂屼婎斦傪堷偒敳偄偨偺偪丄儀僢僩傪戜嵗偐傜奜偟丄恊偹偠偼奜偝側偄偱挷惍偡傞曽朄傪儊乕僇乕偐傜揹巕儊乕儖偱挌擩偵徯夘偟偰傕傜偭偨丅師夞偼偦偺曽朄偱墲暅戜偺掲傔晅偗挷惍傪偡傞偮傕傝偩丅
僩儓傾僗儈僯慁斦compact3偺庛揰丄庢傝埖偄愢柧彂偵偼僋儘僗僗儔僀僪偺挷惍曽朄偑婰弎偟偰偁傞丅偙傟偼僇儈僜儕乮僕僽乯挷惍偱挷惍僫僢僩偱峴偆晛捠慁斦偲曄傢傝側偄曽朄偩丅偟偐偟墲暅戜偺挷惍曽朄偼婰弎偟偰偄側偄丅偮傑傝梕堈偵挷惍偱偒側偄偺偩丅嵍恾偱墲暅戜偼壓偐傜僾儗乕僩俀枃傪丄僾儗乕僩巭傔偹偠偱墴偝偊偮偗偰偄傞丅僾儗乕僩巭傔偹偠偼儀僢僩偺壓偐傜丄擿偗側偄偟丄岺嬶傕擖傜偢掲傔側偍偟偑偱偒側偄丅偙偺僾儗乕僩巭傔偹偠偑娚傫偱偄傞傛偆偩偭偨偑慁斦傪暘夝偟側偄偲掲傔晅偗偱偒側偄丅崱夞嵍塃侾杮偢偮僾儗乕僩棷傔偹偠偑扙棊偟偰墲暅戜偼晜偄偨忬懺偵側傝憲傝傪偐偗傞偲丄墲暅戜偑嵍塃偵梙傟偨丅偙傟偱偼傑偲傕側愗嶍偑偱偒側偄丅偦傟偱墲暅戜偐傜恊偹偠僫僢僩傪庢傝奜偟丄恊偹偠傕儀僢僩偐傜庢傝奜偟偨忋偱丄僋儘僗僗儔僀僪慡懱傪塃懁偵儀僢僩偐傜堷偒敳偄偨丅堷偒敳偄偨僋儘僗僗儔僀僪偺壓柺偵偼偛傒偑戲嶳媗傑偭偰偄偨丅僑儈偼栘偺嶍傝偔偢偲丄搖棻偩丅偛傒傪庢傝彍偒丄側偔側偭偰偄偨僾儗乕僩巭傔偹偠傪丄榋妏寠晅偒儃儖僩偺嵼屔偐傜庢傝晅偗偰丄掲傔側偍偟偰儀僢僩偵嵎偟崬傫偩丅嫮偔掲傔偡偓傞偲儀僢僩偵嵎偟崬傔側偔側傞丅搑拞傑偱嵎偟崬傫偱丄掲傔晅偗傪旝挷惍偟偰姰慡偵嵎偟崬傫偩丅偙傟偱儈僯慁斦杮棃偺惛搙偑傛傒偑偊偭偨丅墲暅戜偺崉惈偑崅偔側偭偨偺偱丄撍偭愗傝傕峏偵夣揔偵偱偒傞傛偆偵側偭偨丅杮審挷惍曽朄偵娭偟偰偼丄惂屼婎斦傪堷偒敳偄偨偺偪丄儀僢僩傪戜嵗偐傜奜偟丄恊偹偠偼奜偝側偄偱挷惍偡傞曽朄傪儊乕僇乕偐傜揹巕儊乕儖偱挌擩偵徯夘偟偰傕傜偭偨丅師夞偼偦偺曽朄偱墲暅戜偺掲傔晅偗挷惍傪偡傞偮傕傝偩丅
2010擭俁寧俀侾擔
丂崱擔偼婡懱偑嵟弶偵宍偵側傞擔側偺偱丄岺嶌幒偵僨僕僇儊傪帩偪崬傫偱岺掱傪嶣塭偡傞偙偲偵偟偨丅俁儢寧偺惢嶌婜娫偺側偐偱偙偙傑偱嬶懱揑偵婡懱偑宍偵側傞擔偼崱擔偟偐側偄丅偮傑傝妏嵽偐傜暯柺宍忬偲丄懁柺宍忬傪懷僲僐斦偱愗傝弌偟偡傞擔偩丅婡懱偺婎杮峔憐傪愢柧偡傞丅偙偺婡懱偼嵍塃偺僽儘僢僋偲屻晹偺僽儘僢僋崌寁俁僽儘僢僋峔惉丄偙傟偼幚婡俥侾侽係偲摨堦峔惉偩丅僲乕僘僐乕儞偼傾儖儈暿懱丄僉儍僲僺乕偼墫價傪惉宍偡傞偺偱丄墫價惉宍偺宆偵偡傞僉儍僲僺乕偼壓偐傜僱僕巭傔偱偁傞丅婡懱偺宍忬偐傜嶌傝傗偡偝傪慱偆偲偨傑偨傑幚婡偲摨偠偵側偭偨丅婡懱偺嵍塃偺僽儘僢僋傪愙拝偡傞偐丄僱僕巭傔偱暘夝壜擻偵偡傞偐偼堦斣擸傫偩晹暘偩丅憖廲惾偺孈傝崬傒偲丄庡梼傪棤懁偐傜僱僕巭傔偟偨偔偰嵍塃暘妱壜擻側峔憿偲偟偨丅嵟弶偺幨恀偺懁柺偵弌偰偄傞俀売強偺寠偑嵟廔婡懱偱傕巆傞嵍塃寢崌偲丄幵椫儐僯僢僩傪巭傔傞僱僕寠偩丅庡媟儐僯僢僩偑俵俆傪俀杮偱嵍塃偐傜巭傔丄慜媟傪俵係丄俀杮偱嵍塃偐傜巭傔偨丅俵俆僞僢僾偲俵係僞僢僾偼偦傟偧傟偺傾儖儈儐僯僢僩偵捈愙棫偰偨丅弶擔偱慜媟庢傝晅偗梡偺俵係僞僢僾傪愜偭偨師戞偩丅
僲乕僘僐乕儞傪奜偡偲俵侾侽僱僕偲冇侾侽幉晹偑尰傟傞丅偙傟偼壛岺婎弨偩丅僲乕僘僐乕儞儀乕僗晹偼俀売強偺俵係僱僕偱嵍塃偺僽儘僢僋偵偦傟偧傟屌掕偝傟偰偄傞丅旜晹僽儘僢僋偼俵俉僱僕偱杮懱偵屌掕偩偑丄杮懱懁偵俵俉僞僢僾傪棫偰偨傾儖儈墌摏傪偼傔崬傫偱偄傞丅杮懱偺旜晹傪寢崌偡傞傾儖儈僽儘僢僋偼壛岺梡偺婎弨冇俆幉偑偮偄偨傕偺偲丄姰惉帪偼旜晹僽儘僢僋偵冇俀侽怺偝俉侽倣倣偺寠偑僕僃僢僩暚幩岥晹暘偵峔抸偝傟偰偄傞偺偱丄壛岺梡偺俵俉偺挿偄儃儖僩傪奜偟偰丄僕僃僢僩暚幩岥撪晹偵俵俉僜働僢僩儃儖僩傪擖傟偰丄杮懱偲屌掕偡傞丅偙偺旜晹峔憿偼尰抜奒偱偼幨恀偵弌偰偙側偄偺偱暘偐傝偵偔偄偑丄屻擔幨恀傪尒傟偽堦栚椖慠偩丅梡偼壛岺梡偺寢崌儃儖僩偲丄嵟廔揥帵梡偺寢崌儃儖僩傪暿乆偵暘偗偨偩偗偱偁傞丅
 |
挬擔偺拞偱僐乕僸乕傪堸傓丅
擔偺弌慜偐傜奐巒偟偨崱擔偺
惢嶌偼擔偺弌偱僐乕僸乕僽儗僀僋媥宔拞丅
乮偙偺抜奒偱偼崱擔偼偳偙傑偱傗傞偐
寛傔偰偄側偄丄偁傑傝傗傝偡偓傞偲
嶍偭偨栘偼尦偵栠偣側偄偺偱
怲廳偵恑傔傞丅乯 |
 |
偙偙傑偱偔傞偲摲懱偺暯柺宍忬偼
僲僐偱愗傝弌偟偨偄丅
嵍塃偺庡梼庢傝晅偗峚傪壓敿妏
侾侽搙偱晅偗側偗傟偽側傜側偄偙偲偼
偙偺帪揰偱偼峫偊偰偄側偄丅
偙偺帪揰偱偼俥侾係偲摨偠忋敿妏侽搙
偱悈暯庢傝晅偗傪専摙偟偰偄偨丅 |
 |
暯柺宍忬傪愗傝弌偟偨丅
僇僢僐僂偑晅偄偰偒偨丅
堦斣妝偟偄傂偲帪偩丅
乮偙偺忬懺偱偼庡媟儐僯僢僩偺嵍塃偵
梋擏偑偁傞偺偱庡媟偺斷偼搑拞
傑偱偟偐奐偐側偄丅偙傟偼姰慡偵
奐偔傛偆偵傑偱偼崱擔偟偨偄丅乯 |
 |
僲乕僘僐乕儞傪晅偗傞
偨傑傜側偄夣姶偩丅
乮偙偺忬懺偱偼傑偩庡媟儐僯僢僩偺
斷偼暵偠偨傑傑偩丅乯 |
 |
崱擔偼堦儢寧慜偐傜嶌偭偰偄偨
庡媟傪奐偄偰丄摲懱傪惓棫偝偣偨偄丅
乮摲懱壓柺傪慹偔嶍傝嵟彫尷
慜媟丄庡媟儐僯僢僩傪奐偄偰
媟傪弌偟偨忬懺偵偟偨丅
堦搙嵍塃傪暘妱偟偰慜媟儐僯僢僩
傪庢傝奜偟丄慜椫傪弌偵偟偰屌掕
偟偨屻丄嵍塃傪嵞搙崌懱偝偣偨丅乯
|
 |
側傫偐悈捁傒偨偄偱偐傢偄偄丅
摉擔傕偆彮偟僉儍僲僺乕宍忬偺慜晹暘
偺嶍傝傗庒姳偺婡懱柺庢掱搙偺
梋擏庢傪偟偨丅
婎杮揑偵偼偙偺偁偲嵟弶偵悅捈旜梼
庢傝晅偗峚偺壛岺傪偡傞偐丄庡梼庢傝晅
峚偺壛岺傪偡傞偐専摙偟偰偄傞丅
|
2010擭俁寧俀侽擔

丂俵係僞僢僾傪堦杮愜偭偨丅儈僯慁斦偺廲偰憲傝偑傛傟傛傟幹峴偡傞丅墲暅戜傪壓偐傜巭傔偰偄傞僈僀僪偺僱僕偑丄娚傫偱僈僞僈僞偩偭偨丅係杮偺偆偪俀杮偼扙棊偟偰偄偨丅慁斦傪暘夝偟偰墲暅戜傪奜偟偨丅偳偙傑偱暘夝偡傞偐偑戝栤戣偩偭偨丅寢嬊憲傝僱僕傪儀僢僩偐傜奜偟偰丄墲暅戜傪儀僢僩偺恈墴偟戜懁偐傜堷偒敳偄偨丅偦傟偱掲傔側偍偟偨僈僀僪偑偮偄偨墲暅戜傪恈墴戜懁偐傜嵎偟崬傫偩丅彮偟嵎偟崬傫偩忬懺偱僈僀僪傪掲傔偰墲暅戜偑嵍塃偵壱摦壜擻側嵟彫尷偺偑偨傪帩偨偣偰丄墲暅戜傪墴偟崬傫偩丅憲傝偹偠偺暯峴弌偟傪壗傕怱攝偑側偐偭偨丅偨偩庢傝晅偗傟偽摿偵峝偄晹暘傕側偔墲暅戜偼慡挿偵搉偭偰僗儉乕僘偵摦偄偨丅儀僢僩偲偺僗儔僀僪撪柺偵桘偱屌傑偭偨僑儈偑戲嶳媗傑偭偰偄偨丅僑儈傪庢傝彍偒丄墲暅戜僈僀僪傪掲傔側偍偟偨偙偲偱丄墲暅戜偺懮峴偑側偔側偭偨丅傑偨壛岺惛搙偑曐偰傞傛偆偵側偭偨丅乽儈僯慁斦偺巊偄曽乿偵彂偄偰偁偭偨偑丄慁斦偼偑偨偺旝挷惍偲丄僶僀僩偺尋偓側偍偟偑堦斣戝愗偩丅傗偲偄偺惢嶌偵柌拞偵側偭偨偑丄慁斦杮懱偑偑偨偱偼壛岺惛搙偑曐偰偢岺嶌婡夿偲偟偰偺婎杮偑幐傢傟傞丅崱擔婡懱偼傛偆傗偔栘惢偺杮懱偵拝庤偟偨丅


2010擭俁寧侾係擔
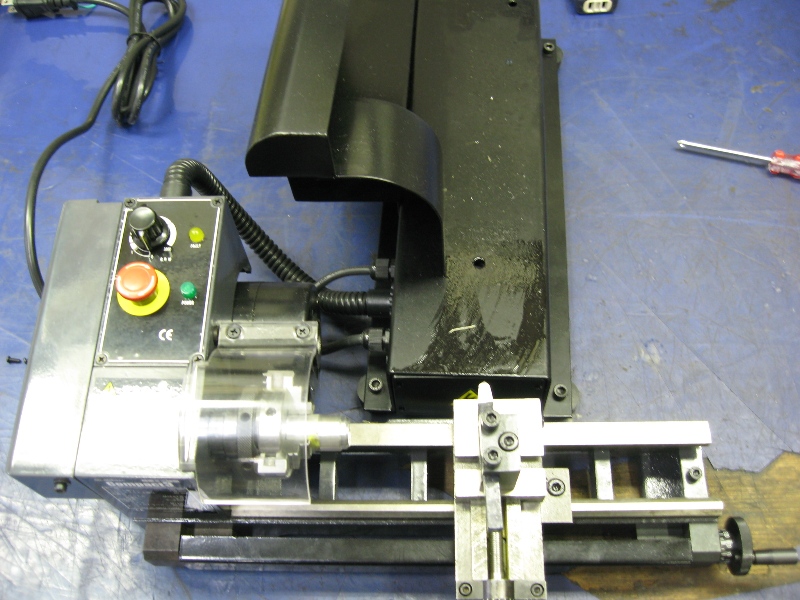
丂俥侾侽係偺僲乕僘僐乕儞傪嶍傝偩偟偨丅儈僯慁斦偺僼儏乕僘傪俁杮傕旘偽偟偨丅夁晧壸偩丅嫀擭慁斦攦偭偨堦廡娫栚偺擔梛擔偵弶傔偰僼儏乕僘傪旘偽偟偨帪偼丄慡偔摦嶌偟側偔側偭偨偺偱丄徟偭偨丅儈僯慁斦偺弶婜僋儗乕儉偱曉昳偵側傞偐偲巚偭偨丅曐徹彂偵梊旛僼儏乕僘偑堦杮晅懏偟偰偄偨偙偲傪巚偄弌偟僼儏乕僘傪揰専偡傞偲愗傟偰偄偨丅偦偺擔偺偆偪偵柍慄僷乕僣壆偝傫偱梊旛僼儏乕僘傪俇杮攦偭偰偍偄偨偺偱丄偦偺偆偪偺敿暘傪堦擔偱徚旓偟偨丅儌乕僞傗惂屼夞楬偑壛擬偟偨忬懺偱丄椻偊傞傑偱懸偪偒傟側偄偺偱丄楢懕偟偰旘偽偟偨丅慁斦壛岺偱偄偄偲偙偱僼儏乕僘偑旘傇偲丄椻偊傞傑偱偼懸偰側偄丅偝偡偑偵俁杮栚傪岎姺偟偨帪偼彮偟媥宔偟偰慁斦傪椻傗偟偨丅偦偺帪埲棃偱丄捠忢偼僆乕僶乕儘乕僪偺儔儞僾偑揰摂偟僼儏乕僘偑愗傟傞慜偵庡幉夞揮偑巭傑傞丅昿斏偵僆乕僶乕儘乕僪傪孞傝曉偡偲僼儏乕僘偑愗傟傞丅
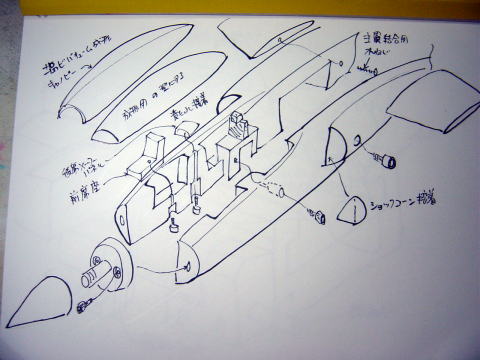
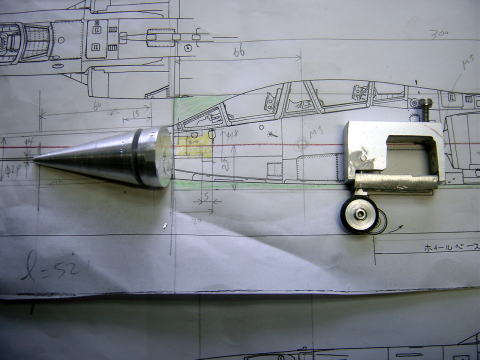
丂僲乕僘僐乕儞偼俀僺乕僗偱愭抂晹偼俵侾侽儊僱僕偱僉儍僢僾偲側傞丅儀乕僗晹暘偵俵侾侽偍偹偠偑僟僀僗偱棫偰偰偁傞丅偦偺儀乕僗傪榋妏寠晅儃儖僩偱栘惢偺摲懱偵憰拝偡傞梊掕偩丅僲乕僘偺僉儍僢僾傪偐傇偣傞偲庢傝晅偗僱僕偑塀傟偰尒偊側偔側傞梊掕偩丅嵍偺幨恀偼杮擔偺昹徏僄傾乕僷乕僋丅俥俀偲俥侾俆偺揥帵傕偝傟偰偄偰摼偟偨姶偠偑偟偨丅
 恾柺偐傜巹偑嶌傠偆偲偟偰偄傞偺偼暋嵗偺擇恖忔傝偺婡懱丄揥帵偼堦斒揑側堦恖忔傝偺婡懱丅
恾柺偐傜巹偑嶌傠偆偲偟偰偄傞偺偼暋嵗偺擇恖忔傝偺婡懱丄揥帵偼堦斒揑側堦恖忔傝偺婡懱丅
丂F104偼徍榓俁侽擭戙偺旘峴婡偩丅摉帪掋嶡塹惎偼傑偩懚嵼偣偢丄崅搙俀枩倣埲忋偱揋崙偺忋嬻傪旘傇掋嶡婡偑妶桇偟偨丅偦偺崅搙偱偼抧忋偐傜偺懳嬻儈僒僀儖傕撏偐側偄丅傛傝懍偔偼儅僢僴俀偺僗僺乕僪偱揋婡偑捛偄偮偗側偄偙偲丅偦偺傛傝崅偔丄傛傝懍偔傪幚尰偟偨婡懱偩丅嬌抂偵敄偄庡梼偲墧昅宆偺婡懱丄嫮椡側僄儞僕儞偺搵嵹偱幚尰偱偒偨傜偟偄丅崅崅搙傪悈暯旘峴偡傞偙偲偼俥侾侽係偱傕柍棟側傛偆偱丄屻晹偵儘働僢僩僽乕僗僞乕傪憰拝偟偰惃偄傪偮偗偰忋徃偟丄曻暔慄傪昤偔旘峴傪偡傞婡懱偑奜崙偵偼偁偭偨傛偆偩丅俥侾侽係偺婡懱偺庡梼傪嵍塃偵墑挿偟偰崅崅搙傪旘峴偡傞愱梡偺婡懱偑倀亅俀掋嶡婡偲暦偄偨丅崅崅搙偺悈暯旘峴偑偱偒傞傛偆偩丅僼儔僀僩僔儏儈儗乕僞乕偱帋偡偲捠忢偺僕僃僢僩椃媞婡偼侾枩悢愮儊乕僩儖偑悈暯旘峴偺尷搙偱偦傟埲忋崅偔旘傏偆偲偟偰傕旘傋側偄丅俥侾侽係偼恀偭捈偖偵懍偔丄崅偔旘傇偙偲偑栚揑偱丄廳偄敋抏傪晅偗傞偙偲傗丄慁夞偼晄摼堄偩丅壖憐揋崙偺崅崅搙掋嶡婡偵懳偟偰嬞媫敪恑偟偰椞嬻怤斊偺憡庤傪尅惂偡傞偙偲偑俥侾侽係偺庡栚揑偩丅俥侾侽係偺婡庬慖戰偺崻嫆偼丄乽慁斦偱嶌傟偦偆側娵偄宍忬偺婡懱側偙偲丄昹徏偵揥帵婡偑懚嵼偡傞偺偱壗帪偱傕尒偵峴偗傞偙偲偩丅乿偦偺棟桼偼惓夝偩偭偨丅偲傫偑偭偨婡懱偺愭抂傪傾儖儈偱嶌傞偙偲偼摉弶梊掕偟偰偄側偐偨偑丄栚棫偮晹暘偑嬥懏偱偁傞偙偲偼儌僨儖偲偟偰搒崌偑偄偄丅

2010擭俁寧侾侾擔
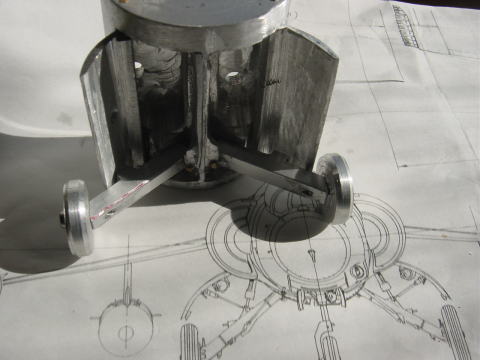
丂俥侾侽係偺慜媟傪傾儖儈偱嶍傝偩偟偨丅偙傟摍偺晹昳偼杙嵽偺婡懱偺撪晹偵慻傒崬傒梊掕偱偡丅婡懱偼傑偩惢嶌偟偰偄側偄偺偱丄慜媟偲丄庡媟傪傾儖儈晹嵽偱婡懱偲摨堦娫妘偵寢崌偟偨嶰椫幵傪嶌偭偰傒偨丅傾儖儈嶍傝弌偟偱偁傞偟丄帺屓枮懌偺娺嬶偵偟偰偄傞丅慜媟偼摲懱撪晹偵廂擺壜擻偩丅慜椫偺僞僀儎傕悈愻僩僀儗偺僑儉僷僢僉儞偺晹昳傪儂乕儉僙儞僞乕偱峸擖偟偨傕偺偩丅俁屄僙僢僩偱侾俈侽墌偩偭偨丅庡媟偲偼僒僀僘偑堎側傞彫宎偺僷僢僉儞偩丅杮僒僀僘偼1/32偺戝愴婡偺庡媟偵傕巊偊偦偆偩丅俥侾侽係偺庡媟偼幚婡偲斾妑偟偰丄斷偺奐妏搙偑晄懌偟偰偄傞偙偲偲丄幵椫庢傝晅偗妏搙偑庡媟拰偵懳偟偰幚婡偼摦偔偑丄摦偐側偄偺偱丄幵椫傪奜偝側偄偲摲懱撪晹偵偼廂擺偱偒側偄丅


2010擭俁寧侾侽擔
丂愴慜偺塮憸偱慁斦嶌嬈偺夋柺偑偁傞丄庡幉偺夞揮悢傪栚偱捛偊傞偖傜偄偺掅懍偩丅崱偺岺応偱偼偦傟掱偺掅懍偱愗嶍偡傞偙偲偼側偄丅摦夋僒僀僩偱儈僯慁斦偺撍偭愗傝岺掱傪尒偨丅摦夋偺儈僯慁斦偱偼丄愴慜偺慁斦偺懍搙偖傜偄偱撍偭愗傝偟偰偄傞丅帺戭偱帋偟偰傒偨丅壗擂皞眰虝麄獜銕鑲瓝藗翋貍鑲艂珎閬B丒丒丒丒僂乕儞崱傑偱巹偼愗嶍僗僺乕僪偑懍偡偓偨傛偆偩丅僌儔僀儞僟乕傪愝抲偟偰僶僀僩偑忋庤偔搖偘傞傛偆偵側偭偨偙偲丅愗嶍僗僺乕僪傪棊偲偟偨偙偲偙偺椉曽偑岠偄偰丄撍偭愗傝偼峏偵忋庤偔偱偒傞傛偆偵側偭偨丅愴慜偺僶僀僩偼僴僀僗庤搖偓偩丄巹偺儈僯慁斦傕僴僀僗庤搖偓偩偐傜偙傟偱挌搙偄偄傫偩丅儈僯慁斦偼摦椡傕彫偝偄偺偱丄帪娫傪偐偗偰彮偟偢偮嶍傞偟偐側偄傫偩丅
2010擭俁寧俈擔
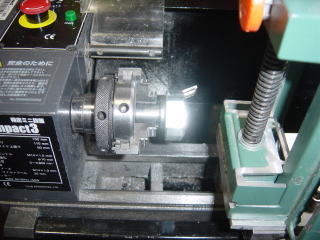
僌儔僀儞僟乕傪峸擖偟偨丅僶僀僩傪尋偖偺偵廬棃偼僒儞僟乕偵柍棟傗傝冇侾侽侽搖愇傪庢傝晅偗偰尋偄偱偄偨丅冇侾侽侽搖愇偺嵽幙偑俙乮傾儔儞僟儉妼怓尋愇乯偱僴僀僗偵偼嵟揔偱偼側偐偭偨偙偲丄尋偓側偍偟偑柺搢側偙偲偱丄倂俙乮儂儚僀僩傾儔儞僟儉敡怓乯尋愇偱尋偓偨偐偭偨丅傑偨搖愇昞柺偑峳傟偰丄僟僀儎僽儕僢僋傕昁梫偵側偭偨偺偱丄僟僀儎僽儕僢僋偲丄冇侾俆侽偺倂俙搖愇偲丄僌儔僀儞僟乕杮懱傪俠俫儂乕儉僙儞僞乕偱峸擖偟偨丅偮偄偱偵僌儔僀儞僟乕傪婘偵屌掕偡傞俵俉偺庱壓俋侽倣倣偺儃儖僩傕俀杮攦偭偨丅儂乕儉僙儞僞乕偺僌儔僀儞僟乕偵昗弨偱偮偄偰偄偨奃怓偲愇俠乮僇乕儃儔儞僟儉乯偼從偒偄傟峾嵽偵偼晄揔側偺偱奜偟偨丅擬張棟偟偨僴僀僗偑僈儞僈儞尋偘傞偺偱婥帩偪偑偄偄丅擄暔偺撍偭愗傝僶僀僩傕帋偟嶍傝偟側偑傜條巕傪傒偰尋偖偲挷巕偑偄偄丅幨恀嵍偺悈傪擖傟偨偍嶮偼侾侽侽墌僔儑僢僾偱挷払偟偨丄敪擬偟偨僶僀僩傪椻傗偡栚揑偺悈擖傟偩丅栺俁侽擭慜偵側傞偑丄埲慜嬑傔偰偄偨夛幮偺廤拞尋杹幒偵偁偭偨僌儔僀儞僟乕偱僶僀僩傪尋偄偩恀帡帠傪偟偨偺傪巚偄弌偟夰偐偟偄丅摉帪俀侽戙慜敿偺巹偵僶僀僩側偳尋偘傞傢偗偼側偔丄愭攜偺偟偖偝傪傑偹偟偨偩偗偩丅巹偼惛乆巗斕僶僀僩偱嵽椏偵姳徛偡傞晹暘傪僽儔僀儞僟乕偱棊偲偟偨掱搙偩丅側傫偩偐岺嶌晹壆偑偩傫偩傫岺応傒偨偄偵側偭偰偒偨丅搖愇傪廋惓偡傞僟僀儎僽儕僢僋傕挷巕偑偄偄丅曃杹栒偟偨幉晅偒搖愇偑妝乆偵僗僩儗乕僩偵傛傒偑偊偭偨丅塃偼嶌傝捈偟偨撍偭愗傝僶僀僩丅

2010擭俁寧俀擔
丂僞僀儎偑偮偄偨丄儂乕儉僙儞僞乕偱峸擖偟偨悈摴梡僷僢僉儞僑儉傪僞僀儎偵偟偨丅庡媟夞揮拞怱幉傕冇侾丏俆偺恀鐹揃偐傜丄俵俁僗僥儞儗僗僜働僢僩儃儖僩偵曄峏偟偨丅傑偨惓棫忬懺偱抲偄偨偲偒嵍塃偺崅偝偑傎傏摨堦偵側傞傛偆偵幵椫偺庢傝晅偗埵抲傪挷惍偟偨丅俵俁偺僞僢僾埵抲傪偡偙偟偢傜偡偙偲偼偱偒側偄偺偱丄曅懁偺庡媟拰傪傕偆堦杮惢嶌偟偰丄幵椫庢傝晅偗埵抲傪崌傢偣偰僞僢僾埵抲傪寛傔偨丅幨恀偱偼庤慜懁偺僞僀儎偑杮棃偺埵抲傛傝偐側傝壓偵偮偄偰偄傞丅
俀寧偺壓弡偵峸擖偟偨僄傾乕儀儖僩僒儞僟乕偑偐側傝廳曮偟偰偄傞丅侾俇侽侽侽倰倫倣偺愗嶍僷儚乕偱揹摦偲偼抜堘偄偩丅傾儖儈偺彫暔側傜侾倣倣丄俀倣倣偼捈偖偵嶍傝庢傟傞擻椡偩丅偦偺偖傜偄嶍傞偲傾儖儈懁傕敪擬偑戝偒偔庤帩偪偑偒偮偄丅僾儔僀儎乕偱偮偐傫偱庡媟傪俀倣倣廋惓偡傞偺偼傎傫偺侾乣俀暘偺嶌嬈偩丅偙傟傪僶僀僗偵偮偐傫偱僩儕乕儅乕偱廋惓偟偨傜戝曄偩丅儎僗儕偱偼戝曄側嶌嬈偱丄揹摦岺嬶偱偼戝偘偝偲偄偆椞堟偺嶌嬈丄傾儖儈傪僲僐偱愗傝弌偟偟偨僲僐帟偺愗傝岥偺杹偒廋惓偡傞偵傕偄偄丅媟廂擺斷偺棤柺偼偙傟偱杹偄偨丅悢暘偺嶌嬈偱姰椆偡傞丅婥偵側偭偰偄偨岎姺儀儖僩偺徚栒偼媥擔娵堦擔嶌嬈偟偰侾杮偖傜偄偺徚栒側偺偱忢幆偺斖埻偩丅埲慜偼昿斏偵巊偭偨揹摦偺儀儖僩僒儞僟乕偼杦偳巊傢側偔側偭偨丅僐儞僾儗僢僒乕偑側偄幒撪偺儂價乕娐嫬偱偼揹摦儀儖僩僒儞僟乕偼杮摉偵廳曮偟偨丅巹偺揹摦岺嬶偺側偐偱偼堦斣崅壙側傕偺偩偭偨丅

2010擭俀寧俀俉擔
丂嵶晹偺僔儕儞僟乕忬偺晹昳偼嶌偭偰偄側偄偑丄俥侾侽係庡媟偺庡梫僷乕僣偼宍偵側偭偨丅搚擔俀擔妡偐偭偨丅僼儔僀僗偑側偄偺偱儂價乕梡栘岺婡夿偱傾儖儈壛岺傪偟偰偄傞丅塃壓偺幨恀偑惢嶌偺夁掱偱徚栒偟偨岺嬶丅嵍偐傜冇俇僗僩儗乕僩價僢僩乮挙傝偑怺偄偺偱彮偟嬋偑偭偨傑傑偱巊偭偨傜偟偄丅旀楯攋夡偱愜傟偨乯冇侾俀丏俈僗僩儗乕僩價僢僩丄俆擭慜偵峸擖偟偨價僢僩偩丄崱夞愗傟偑埆偄偺偱怺偄孈傝崬傒傪偡傞嵺偵僈僣儞偲嬋偘偰偟傑偭偨丅師偑僶儞僪僜乕偺恘丄栘嵽偼傑偩廫暘愗傟傞偑傾儖儈偼敪擬偟偰愗傟側偄丅嵟屻偵僾儘僋僢僜儞偺揹摦儕儏乕僞乕偺僐儗僢僩僠儍僢僋掲傔晅偗僇僶乕丅僐儗僢僩墴偝偊晹暘偑敳偗偰庢傟偰偟傑偭偨丅乮崱夞偺惢嶌偱偨傑偨傑庻柦偱夡傟偨乯偙傟偼岎姺梡僐儗僢僩偑僒僀僘堘偄偱俆屄偲僐儗僢僩僇僶乕偺僙僢僩偱侾俀俆侽墌偱巗斕偝傟偰偄傞偺偱岎姺梡僷乕僣傪峸擖偟偨丅冇俇僗僩儗乕僩價僢僩偼岎姺梡偲偟偰侾杮丄梊旛偲偟偰傕偆堦杮峸擖偟偨丅冇侾俀丏俆僗僩儗乕僩價僢僩偼俁愮墌偱栘敔擖傝僙僢僩偱峸擖偟偨價僢僩側偺偱梊旛僷乕僣偼峸擖晄壜擻丅堦斣廳曮偟偰偄偨價僢僩偱惿偟偄偑丄栘嵽偱傕愗傟枴偑偐側傝埆偔側偭偰偄偨價僢僩偩丅僆僀儖僗僩乕儞偱嵞尋杹傪堦搙偟偨偙偲偑偁傞丅嵞尋杹偟偰傕愗傟枴偼偦傟傎偳夞暅偟側偐偭偨價僢僩偩丅崱夞偺惢嶌偼僼儔僀僗彫暔偑庡懱側偱偺僄傾乕儀儖僩僒儞僟偑戝妶桇偟偨丅慁斦偱媟晹傪僼儔僀僗嶍傝偡傞偮傕傝偩偭偨偑丄媟晹偼僶儞僪僜乕偱愗傝弌偟偨偺傕傪僪儔僼僞乕忋偺僩儕乕儅乕偱岤偝傪弌偡愗嶍傪偟偰丄嵟屻偼僄傾乕儀儖僩僒儞僟乕偱巇忋偘偨丅嬯楯偟偰嶌偭偨慁斦偺僼儔僀僗僕僌偼巊傢側偐偭偨丅

2010擭俀寧俀俈擔
傾儖儈傪愗傝弌偡僶儞僪僜乕偵栘岺梡偺僶儞僪僜乕傪巊偭偰偄傞丅傾儖儈傪愗傞偲庻柦偑憗偄丅崱夞岤偝俈侽倣倣偺傾儖儈傪愗偭偨偺偱嫎偺恘偑杹栒偡傞偺偑巚偭偨埲忋偵憗偐偭偨丅僲僐斦傪偄傠偄傠挷惍偟偰傒偨偑丄庻柦偼庻柦偩丅柍棟傪偟偰僲僐恘傪巊偄懕偗傞偲敪擬偑寖偟偔側傝丄儌乕僞乕傪夁晧壸偵偟偨傝丄僲僐恘偑嵽椏偵怘偄崬傫偱偲傟側偔側偭偨傝丄夦変偺傕偲側偺偱杹栒偟偨僲僐恘偼巚偄愗傝椙偔愗抐搖愇偱愗傝幪偰偨丅僶儞僪僜乕偺岎姺恘偼寢峔崅壙偩丅戝宆偺傾儖儈嵽傪愗抐偟偰丄堦儢寧偵俀杮偖傜偄徚旓偟偨丅懠偺愗抐庤抜傪専摙偡傞偲傑偨峏偵崅壙側嬥懏梡偺愗抐婡偑昁梫偵側傞偺偱丄尰忬傑傔偵僶儞僪僜乕偺恘傪岎姺偡傞偟偐側偄丅

峲嬻帺塹戉昹徏峀曬娰偺俥侾侽係庡媟丅栚巜偡偼丄偙偺媟偩丅庡媟偼妏朹側偺偱丄慁斦偱僼儔僀僗嶍傝偟偰傒傛偆偲巚偆丅嵍忋偵僔儕儞僟乕忬偺傕偺偑偮偄偰偄傞偺偱偙傟傪慁斦偱嶍傠偆偲巚偆丅嶣塭偼侾寧偱偙偺帪偼俥侾俇偺庡媟偺帒椏嶣塭偑栚揑偱峀曬娰偵弌偐偗偨丄儘價乕偵揥帵偟偰偁傞俥侾俇偺柾宆偲俥俀偺媟傪嶲峫偵偟偨丅

抂柺愗嶍拞丄屌掕偼庡幉屻抂傛傝俵俇儃儖僩偱堷偭挘傝屌掕偺傒丄昞柺偵尒偊傞偺偼俵俇僜働僢僩儃儖僩偺寠丅
抂柺愗嶍偼寉夣偱妝偟偐偭偨丅僲僐偺愗傝弌偟敡偑摨怱墌偺愗嶍敡偵曄傢傞夁掱偼傒偰偄偰婥帩偪偑偄偄丅
敿晹傪杮懱偵偟偰孈傝崬傒丄巆傝敿暘偺姉杇傪斷偵愗傝弌偟偟偨丅庡媟庢傝晅偗晹偼妏搙傪弌偟偰丄庢傝晅偗峚傪孈偭偰偄傞丅


2010擭俀寧俀俇擔
丂儘僢僉乕僪俥侾侽係偺摲懱偺庡媟廂擺晹暘偺慺嵽偵偡傞丅捈宎冇俇侽偺擇偮妱丄偙傟偼岤偝俁侽倣倣偺斅傪俵俇儃儖僩俀売強偱寢崌偟偰偐傜慁斦偱冇俇侽偵嶍偭偨丅儈僯慁斦compact俁偺嵟戝攃埇捈宎偼冇俆侽側偺偱儈僯慁斦偵偼偮偐傔側偄丅僠儍僢僋偺捾傪奜偟偰丄庡幉娧捠寠冇侾侽偵俵俇儘儞僌儃儖僩傪捠偟偰丄僠儍僢僋傪柺斅偲偟偰棙梡偟偰庡幉屻抂偐傜俵俇儃儖僩偱堷偭挘傝屌掕偟偨丅俵俇僞僢僾偼俁侽倣倣岤偺斅傪寢崌偟偨忬懺偱僞僢僾傪棫偰偨丅俵俇堦杮偱偐側傝嫮椡偵曐帩偱偒傞丅冇俇侽偼慁斦懁偺墶憲傝戜偲偺姳徛偺尷奅偩丅幨恀偱偼抐柺偵僞僢僾偑棫偰偰偁傞偺偑尒偊傞丅幚偼慁斦廲憲傝僴儞僪儖偺捈宎傕冇俈侽偁傝偙偺曽朄偱嶍偭偨丅偙偺応崌偼儃乕儕儞僌僶僀僩偱奜宍傪嶍偭偨丅冇俈侽偼墶憲傝戜偑姳徛偟偰儀僢僩捈忋偱側偄偲冇俈侽偼庢傝晅偐側偄丅乽儈僯慁斦傪巊偄偙側偡杮乿偵宖嵹偝傟偰偄偨墳梡曇偩丅偙偺姉杇敿妱偺曅曽傪俥侾侽係媟廂擺屔杮懱偵偟偰丄傕偆巆傝敿暘傪廂擺屔偺傆偨偵偡傞梊掕偩丅姰惉偟偨媟廂擺屔傪栘惢偺俥侾侽係婡懱偵憰拝偡傞梊掕丅傑偩俥侾侽係偺杮懱偼恾柺傕側偄丅栘偱嶍傞摲懱偼側傫偐側傞丅傑偢庡媟丄慜媟偺僙僢僩傪姰惉偝偣偰偐傜摲懱偵拝庤偡傞梊掕偩丅

2010擭俀寧俀俁擔
丂旐愗嶍嵽傪愒偔拝怓偟偰傒偨丅愒偄僽儘僢僋傪忋壓偺傾儖儈僋儔儞僾偱偼偝傒崬傫偱慡懱傪墿怓偺僋儔儞僾偱掲傔晅偗偨丅偙偺忬懺偱墶曽岦偵侾侾倣倣偺愗傝崬傒丄廲曽岦偵俈倣倣偺愗傝崬傒偱僼儔僀僗愗嶍偱偒偨丅偙傟偑儈僯慁斦compact3偺侾俆侽倂偺摦椡偱尷奅偺愗嶍偲巚偆丅嶐斢偼俁倣倣亊俆倣倣亖侾俆倣倣俀偺愗嶍偱丄崱擔偼俈亊侾侾亖俈俈倣倣俀偺愗嶍抐柺偩偐傜丄嶐擔偺係攞埲忋偺愗嶍抐柺愊偵側傞丅挷巕偵忔偭偰傗傝偡偓傞偲慁斦傪僆乕僶乕儘乕僪偱夡偟偦偆偱丄偙偺曈偱傗傔偰偍偔丅埨怱偟偰嶍傟傞偺偼俆亊俆亖俀俆倣倣俀偖傜偄傒偨偄偩丅僩儔僢僋偵偨偲偊傞偲寉僩儔僢僋偱丄俆僩儞偺壸暔傪塣傫偱偄傞傒偨偄偩丅儈僯慁斦偼帺暘偺戝偒偝偵斾傋偰嶍傞嵽椏偑戝偒偄偺偱僷儚乕偺妱傝偵廳愗嶍偵側傞丅僇僢僞乕宎偑傑偩冇侾俀側偺偱僆乕僶乕僩儖僋偵側傞偙偲偼側偝偦偆偩偑丄僼儔僀僇僢僞乕偱冇俆侽偖傜偄偺宎偱愗嶍偡傟偽偡偖僆乕僶乕僩儖僋偱巭傑傝偦偆偩丅

俀侽侾侽擭俀寧俀俀擔
丂岤偝俆倣倣偺傾儖儈斅偑愗傝崬傒俁倣倣偱侾俆侽侽倰倫倣偖傜偄偺掅懍偱僑儕僑儕嶍傟傞偺偼婥帩偪偑偄偄丅俁侽侽侽侽倰倫倣偺僩儕乕儅乕偱偼傾儖儈彫曅僽儘僢僋偼僋儔儞僾偑埆偄偲栚偵傕棷傑傜側偄僗僺乕僪偱抏娵偺傛偆偵偡偭旘傫偱偄偔偺偱嫲偐偭偨丅庤憲傝側偺偱嶍傝廔傢傝偱掞峈偑敳偗傞偲偢傞僢僩怘偄崬傫偩傝傕偟偨丅偙傟傕偐側傝嫲偐偭偨丅慁斦偱埨掕偟偨掅懍偱僼儔僀僗嶍傝偑偱偒傞丅俀侽倣倣亊俀侽倣倣亊侾侽倣倣偖傜偄偺彫曅偑埨怱偟偰嶍傟傞偙偲偱俥侾侽係庡媟偺惢嶌偑偱偒偦偆偩丅
2010擭俀寧俀侾擔
丂僼儔僀僗嶍傝偼乽堦偵崉惈丄擇偵傕崉惈丄嶰丄巐偑側偔偰屲偵崉惈偑昁梫偩丅乿愭廡惢嶌偟偨僶乕僠僇儖僗儔僀僪偼丄敄偄傾儖儈僟僀僇僗僩惢偺娺嬶傒偨偄側僋儔儞僾偱怳摦偑寖偟偔丄傎傫偺侽丏俁倣倣偖傜偄偺愗傝崬傒偟偐嶍傟側偐偭偨丅崉惈偺偁傞傾儖儈僽儘僢僋偱僋儔儞僾傪嶌傝捈偟偨丅乮惓捈偵尵偆偲愭廡惢嶌偟偨僶乕僠僇儖僗儔僀僪偑夁晧壸偱夡傟偨丅宍偵側偭偨偗傟偳巊偄傕傫偵側傜側偐偭偨乯巹偺儈僯慁斦偺墶憲傝恘暔戜婎晹偼俆侽倣倣亊俆侽倣倣掱搙偟偐側偄丅偦偺忋偵俆侽倣倣亊侾侽侽倣倣偖傜偄偺僋儔儞僾傪忔偣傞丅忋壓偡傞僋儔儞僾僽儘僢僋偲丄壓偺巟偊偵側傞儀乕僗僾儗乕僩丄儀乕僗僾儗乕僩偲僗儔僀僪偺娫偺杮懱僽儘僢僋偲戝偒側傾儖儈僽儘僢僋偑俁屄偱峔惉偝傟偰偄傞僶乕僠僇儖僗儔僀僪儐僯僢僩偩丅恘暔偼冇侾俀倣倣偺丄僔儍儞僋傕冇侾俀偺儖乕僞乕梡僗僩儗乕僩價僢僩偩丄嵟嬤儖乕僞乕價僢僩偼俠俫儂乕儉僙儞僞乕偱傕揦摢嵼屔偑埲慜偺俀侽侽侽墌媺偐傜奿埨偺傕偺偵偡傋偰曄傢偭偨丅俈侽侽墌掱搙偱攦偊傞丅冇侾俀僔儍儞僋偺僗僩儗乕僩價僢僩傪慁斦偺庡幉僠儍僢僋偵偔傢偊偰掅懍偱愗傝崬傒俁倣倣掱搙偱傾儖儈僽儘僢僋偑嶍傟傞傛偆偵側偭偨丅
堦尒柍懯偺傛偆偵尒偊傞偑丄偙傟傜傾儖儈偺彫暔僼儔僀僗嶍傝娐嫬偺夵椙偼丄師偺嶌昳偺俥侾侽係偺庡媟傪惛枾偵僼儔僀僗嶍傝偡傞偨傔偺弨旛偩丅


丂俠俫儂乕儉僙儞僞乕偱僄傾乕幃偺儀儖僩僒儞僟乕傪峸擖偟偨丅埲慜偐傜巊偭偰偄傞揹摦偺傕偺偼夞揮悢偑掅偄丄崅懍偱巊偆偲庽帀儀儀儖僊儎乕偑杹栒偡傞丅俆擭埲忋慜偵峸擖偟偨揹摦儀儖僩僒儞僟乕偼堦搙僊儎乕杹栒偱儊乕僇乕偵廋棟偵弌偟偨丅偦傟埲屻掅懍偱偟偐巊偭偰偄側偄丅堦搙廋棟偡傞偲憲椏崬傒偱俈侽侽侽墌偖傜偄偵側傞丅崱夞廋棟戙掱搙偱僄傾乕幃偺儀儖僩僒儞僟乕傪峸擖偱偒偨丅儀儖僩偼僾儘僋僜儞偺揹摦偲屳姺惈偑偁傞偺偑峸擖摦婡偩丅僐儞僾儗僢僒乕僄傾乕傪徚旓偡傞偺偱丄僐儞僾儗僢僒乕偑僄傾乕嫙媼検偺娭學偱楢懕塣揮偱偼偮偄偰偄偐側偄丅揹摦偲僄傾乕幃傪岎屳偵巊偆偔傜偄偱偪傚偆偳偄偄丅僄傾乕幃偼夞揮偑懍偄偺偱埑搢揑偵揹摦傛傝憗偔嶍傟傞丅儀儖僩僒儞僟乕偼巹偵偲偭偰婡懱傪嬋柺偵嶍傞昁廀昳偩丅婡懱侾婡偺巇忋偘偱儀儖僩僒儞僟乕傪悢帪娫偮偐偆丅徚栒昳偺椫偵側偭偨僒儞僨傿儞僌儀儖僩偺徚栒傕寖偟偄丅嬋柺偺婡懱偼偙傟偱墑乆偲帪娫傪偐偗偰巇忋偘傞丅偄偄摴嬶偑偁傟偽偄偄巇帠偑偱偒傞丅
僱僢僩忋偱偟傜傋傞偲擔杮惢偼俀丏俆枩偐傜俁枩偖傜偄偡傞僄傾乕儀儖僩僒儞僟乕傕丄儂價乕梡偺奜崙惢偼堦枩掱搙偱偁傞丄岎姺儀儖僩偼棻搙偺慹偄仈俉侽偲偐仈侾俀侽掱搙偺儀儖僩偼侾杮侾侽侽墌掱搙偱擖庤壜擻偩偑丄仈侾俉侽埲忋偺嵶偐偄傕偺偼俀侽侽墌偐傜彮検扨埵偱偼俀俆侽墌偖傜偄偡傞丅徚栒昳偺岎姺儀儖僩偺挷払偑僱僢僋偵側傞丅僾儘僋僜儞梡偺弮惓偼俆杮偱侾俀俆侽墌丅僱僢僩忋偺傑偲傔攦偄偼埨偄偑俆侽杮扨埵偩丄憲椏暿偩偐傜俇侽侽侽墌偖傜偄偵側傞丅俇侽侽侽/50=120墌偩偑丄俆侽杮巊偄偒傞偺偵悢擭偐偐傝偦偆偩丅巚偭偨傕偺偲堎側傞尋棻偐傕偟傟側偄偟丄尰暔妋擣側偟偱戝検拲暥偡傞偺偼桬婥偑偄傞丅岎姺儀儖僩偼寢嬊俲俀侾儂乕儉僙儞僞乕偱乮侾俀暆亊俁俁侽廃挿偺傕偺傪攦偄偼偝傒偱暆侾侽倣倣偵廋惓偟偨乯俆杮偱係俆侽墌偺傕偺侾侽杮偲丄俆杮偱俇俆侽墌偺傕偺俆杮崌寁侾俆杮傪峸擖偟偨丄偙傟偩偗偁傟偽憡摉婜娫偮偐偊傞偲巚偆丅


塃偼嶌傝捈偟偨僼儔僀僇僢僞乕丄愭廡偼夞揮幉偵懳偟偰幬傔偵恘傪偮偗偨偑丄暿偺埵抲偱丄暯峴偵晅偗捈偟偨丅偙偺傎偆偑偄偄愗嶍偑偱偒傞丅杮懱偼儂乕儉僙儞僞乕偱俋俉墌偺戝宎儃儖僩偺幉晹偺僱僕傪慁斦偱庢偭偨傕偺丅忋偼庡幉僠儍僢僋偵憰拝偟偨冇侾俀幉僗僩儗乕僩價僢僩丅偙傟偼恘嬶偺崉惈偑偁偭偰偄偄丅冇俇僔儍儞僋偺冇侾俀僗僩儗乕僩價僢僩偲偼崉惈偑戝堘偄偩丅冇侾俀僔儍儞僋偺價僢僩偼僑儕僑儕嶍傟傞丅
2010擭俀寧侾俉擔
乽師偺嶌昳峔憐乿崱師偵壗傪嶌傠偆偐柪偭偰偄傞丅僐儖僙傾偼偙偺傊傫偱姰惉偲偟偨偄丅師偼傕偆彮偟媟傪幚婡偵嬤偯偗偨偄丅媟廂擺屔傑偱孈傝崬傫偱丄偱偒傞偙偲側傜僾儔儌暲偵媟傪廂擺偱偒偨傜偄偄丅俥侾侽係偑岓曗偵偁偑偭偨丅旘峴婡柾宆嶨帍俽俙乽僗働乕儖丒傾價僄乕僔儑儞乿偵僩儕僟儞偲偄偆愄偺俥侾侽係偵帡偨挻壒懍婡偺僼儖僗僋儔僢僠乮僜儕僢僪柾宆乯偺惢嶌婰帠偑宖嵹偝傟偰偄偰丄俀寧侾俁擔敪攧偺俁寧崋偱姰惉偟偨傛偆偩丅朸巵偑惢嶌偟偰偄傞丅僩儕僟儞偺媟偺惢嶌偵巋寖偝傟偨丅巹偺俥侾俇傗僐儖僙傾偼傑偩傑偩偩丅傛偆傗偔傾儖儈傗恀鐹偺嬥懏偱壛岺偱偒偨偵夁偓側偄丅乽彫惣惢嶌強乿摍偺攧傝暔僜儕僢僪儌僨儖偱偼媟偼儘僗僩儚僢僋僗偺惛枾拻憿偩偑丄屄恖偺堦昳暔偱偼丄慁斦峳壛岺偲儎僗儕巇忋偘偱嶍傝偩偟偲偄偆偙偲偵側傞丅
俀侽侾侽擭偵側偭偰偐傜偺慁斦娭學惢嶌僕僌堦棗
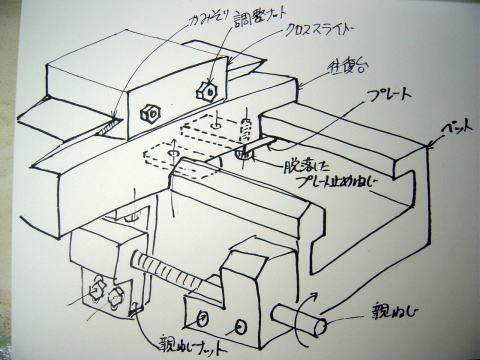
| 庡幉妱傝弌偟婡峔 |
惎宆僄儞僕儞僋儔儞僋働乕僗惢嶌偱丄俁俇侽搙傪俋摍暘偡傞偺偵妶桇偟偨丅侾侽侽墌僔儑僢僾偱峸擖偟偨妏搙僎乕僕傪巊梡丅
乮幨恀枹岞奐乯 |
| 悅捈寠偁偗儐僯僢僩 |
僾儘僋僜儞偺儈僯儖乕僞乕傪寠壛岺梡偵悅捈偵庢傝晅偗傞峔憿傪惢嶌乮幨恀枹岞奐乯 |
| 僶乕僥傿僇儖僗儔僀僪 |
幨恀嵍忋丄庡幉偵僼儔僀僇僢僞乕丄傑偨偼僗僩儗乕僩價僢僩乮栘岺儖乕僞乕梡乯傪憰拝偟偰傾儖儈彫暔僼儔僀僗嶍傝丅 |
| 廲憲傝僴儞僪儖夵憿 |
幨恀忋抜偱妋擣偱偒傞丅挿偝曽岦偺憲傝僴儞僪儖捈宎傪俀攞偵奼戝偟偨摿惈僴儞僪儖傪庢傝晅偗丅 |
2010擭俀寧侾係擔
丂搚梛擔偵慁斦梡偺僶乕僠僇儖僗儔僀僪傪惢嶌偟偨丅崱傑偱偼屌掕偺僋儔儞僾偟偐偱偒側偐偭偨偑丄嵽椏偺忋壓曽岦偵埵抲挷惍傪壜擻偵偟偨丅擔梛擔屵慜偼慁斦偺嶌嬈婘偺屻曽偵慁斦偺摴嬶椶傪抲偔扞傪嶌偭偨丅傾儖儈偼嶍傟傞偑慁斦偺捈宎曽岦偺僗僩儘乕僋偑彫偝偡偓偰丄傎傫偺彫暔偟偐嶍傟側偄丅廬棃偐傜巊偭偰偄傞僪儔僼僞乕偲僩儕乕儅乕傪崌懱偟偨暋崌婡偺曽偑傛偭傐偳忋庤偔嶍傟傞丅乽儈僯慁斦傪巊偄偙側偡杮乿偵僶乕僠僇儖僗儔僀僪偑宖嵹偝傟偰偄偨偺偱丄偙偺僋儔僗偺儈僯慁斦偱傗傟傞偐帋偟偨偐偭偨偲偄偆偺偑杮壒偩丅偦傟偐傜僼儔僀僇僢僞乕偺帋愗嶍傪偟偨偐偭偨丅偙傟埲奜偵儈僯慁斦偵偼僾儘僋僜儞偺儈僯儖乕僞乕傪僪儕儖儐僯僢僩偲偟偰庢傝晅偗傜傟傞丅僼儔僀僗儐僯僢僩偲偟偰偼丄僄傾乕儕儏乕僞乕偵冇俇僗僩儗乕僩價僢僩傪庢傝晅偗偰僼儔僀僗嶍傝傕偡傞丄偙傟偼嵽椏傪慁斦偵庢傝晅偗偨傑傑愗傝寚偒偑偱偒傞偺偱曋棙偩丅


僶乕僥傿僇儖僗儔僀僪庢傝晅偗忬嫷丒丒丒丒丒丒丒丒丒丒丒丒丒丒慁斦摴嬶扞愝抲忬嫷


僶乕僠僇儖僗儔僀僪偺扨昳忬嫷丒丒丒丒丒丒丒丒丒廬棃偺僩儕乕儅乕僪儔僼僞乕暋崌婡偱傾儖儈愗嶍
幨恀嵍壓偼傢偨偟偺儀乕僗儅僔儞偩丄扨偵僪儔僼僞乕偵僩儕乕儅乕傪晅偗偨偩偗偺栘岺婡偩偑丄傾儖儈傕偟偭偐傝嵽椏傪屌掕偡傞偙偲丄柍棟側愗傝崬傒偼偟側偄偙偲傪忦審偵偡傟偽嶍傟傞丅嬌榑偡傞偲丄俀愮墌偺僪儕儖僗僞儞僪亄俀愮墌偺僶僀僗亄俁愮墌偺僩儕乕儅乕偱慡晹偱堦枩墌傕偐偗偰偄側偄偺偵丄僼儔僀僗儅僔儞偲偟偰偺摥偒傪偟偰偔傟傞丅
2010擭俀寧俋擔
丂慁斦傪廰扟僩乕僉儏乕僴儞僘偱峸擖偟偨偺偑俀侽侽俋擭俀寧偩丄偦偺俀廡娫慜偵儂乕儉僙儞僞乕偱埨攧傝偺僾儘僋僢僜儞儂價乕僼儔僀僗傪峸擖偟偨偑堦擔偱挷巕偑埆偔側傝曉嬥偟偰傕傜偭偰偄傞丅儈僯僼儔僀僗傪偦偺傑傑廋棟偟偰傕傜偆傛傝丄慁斦傪攦偊偨偙偲偼岺嶌偺墳梡斖埻偑旘桇揑偵峀偑偭偨丅娵暔丄幉暔傗丄晹昳偺堦晹暘傪幉宍忬偵嶍傟傞偙偲偼岺嶌偺婎杮偩丅崱夞僐儖僙傾偺媟傑傢傝丄僄儞僕儞丄僾儘儁儔廃傝傪堦捠傝嬥懏晹昳偱惢嶌偱偒偨偙偲偼丄栘惢僜儕僢僪儌僨儖偺晅壛壙抣偑戝曄崅傑偭偨丅慁斦傪峸擖偟偨摉弶偼忇婳偺庡媟傪惢嶌偡傞偺偑惛堦攖偱丄偙偙傑偱墳梡偱偒傞偲偼巚偭偰偄側偐偭偨丅嶐擭枛偐傜俥侾俆偺庡媟惢嶌偱姶怗傪摼偨屻丄堦寧偐傜丄俹亅俁俉媟堦幃丄偲僐儖僙傾媟丄惎宆僄儞僕儞丄僇僂儖僼儔僢僾傪惢嶌偟偰堦儢寧偑宱夁偟偨丅杦偳慁斦嶌嬈偵杤摢偟偨堦儢寧偩偭偨丅僸儑僢僩偟偰惎宆僄儞僕儞傪慁斦偱嶌傟傞偺偱偼偲偄偆敪憐偐傜丄僾儘儁儔傗丄僇僂儖僼儔僢僾傑偱慁斦偱惢嶌偟偨偙偲偼戝偒側払惉姶傪摼傜傟偨丅擔梛擔偵壠撪偺桭恖偺俆侽嵨偖傜偄偺彈惈偑壠傪朘栤偟偨丄壠撪偺桭恖偑巹偺旘峴婡傪尒偰傎傔偰偔傟偨丅巗斕昳偱攦偊偽俆枩乣侾侽枩偖傜偄偡傞偲愢柧偡傞偲丄偦偺彈惈偼巹偺嶌昳傪尒偰乽偦偺偖傜偄偺壙抣偼偁傞偲巚偄傑偡丅乿偲尵偭偰偔傟偨偺偑婐偟偐偭偨丅
2010擭俀寧俈擔
庡幉偵僼儔僀僇僢僞乕傪憰拝偟偰丄恘暔戜偵僋儔儞僾傪庢傝晅偗偰傒偨丅僼儔僀僇僢僞乕偼戝宎儃儖僩偺僱僕晹傪慁斦偱僗僩儗乕僩偵嶍偭偨偩偗偩丅僼儔僀僇僢僞乕偺恘偼冇俇僗僩儗乕僩價僢僩偩丅桳岠僗僩儘乕僋偼彫偝偄偑僼儔僀僇僢僞乕偱僼儔僀僗偲偟偰偺嶍傝偑壜擻偵側傞丅
俀侽侾侽擭俀寧係擔
僐儖僙傾媟廃傝偺嶌傝偙傒偑恑傫偩丅師偼僇僂儖僼儔僢僾偲偄偆丄僄儞僕儞僇僂儖屻曽偵偁傞晹昳傪敿奐偒忬懺偱嶌傝偨偄丅師偺搚擔偖傜偄偵偱偒偨傜偄偄丅
俀侽侾侽擭侾寧俁侾擔
丂慁斦偺挿庤曽岦廲憲傝僴儞僪儖捈宎傪冇俁俆偐傜丄冇俈侽偵奼戝偟偨丅冇俁俆偱偼僩儖僋偑戝偒偔憖嶌偟偢傜偐偭偨丅僴儞僪儖傑偱偺捈宎偑俀攞偵側偭偨偙偲偱僴儞僪儖偑寉偔憖嶌偑偟傗偡偔側偭偨丅慁斦儀僢僩偺晛抜巊偆埵抲偼杹栒偟偰偄傞偺偐憖嶌偽僗儉乕僘偩丅晛抜巊傢側偄椉抂晅嬤偱摦偒偑撦偄晹暘偑偁傞丅岦偙偆懁偺愗傝寚偒偼恈墴偟戜傪庢傝奜偡偲偒偺愗傝寚偒偱偡丅杮僴儞僪儖偺惂嶌偵敿擔埲忋偐偗偨丅
丂堦寧偼慁斦壛岺偵偁偗偔傟偨丅僾儘儁儔僗僺儞僫乕傪俁摍暘妱傝弌偟偟偨傝丄惎宆僄儞僕儞僋儔儞僋働乕僗傪俋摍暘妱傝弌偟偡傞憰抲傪嶌偭偰偦傟偵帪娫傪旓傗偟偨丅慁斦僠儍僢僋偵嵽椏傪偮偐傫偩傑傑僪儕儖偱恈偵悅捈偵寠傪奐偗傞憰抲傕嶌偭偨丅偦偆偄偆僕僌惢嶌専摙偵傎偲傫偳帪娫傪巊偭偨偲偄尵偭偰偄偄丅乽儈僯慁斦偺嫵壢彂偵宖嵹偝傟偰偄傞乽妱傝弌偟丄儈乕儕儞僌丄僪儕儕儞僌摍乿巗斕偺儈僯慁斦偵僼儔僀僗傾僞僢僠儊儞僩傪偮偗偨暋崌婡偱偱偒傞偙偲偼杦偳偙側偣傞傛偆偵側偭偨丅
俀侽侽俋擭俁寧侾侽擔
丂埲慜峸擖偟偨僆僀儖僗僩乕儞偑帺戭偵偁傞丄桘惈揾椏偺敄傔塼偵怹偟偰丄僲儈傪搖偖偺偵巊偭偰偄偨丅摉弶偼曪挌傪尋偖搖愇偱搖偄偱偄偨偑戝偒偡偓偰巊偄偵偔偄偺偱丄僆僀儖僗僩乕儞傪巊偭偰偄偨丅慁斦偺僶僀僩偺嫵壢彂傪撉傓偲僆僀儖僗僩乕儞偼僶僀僩偺恘愭傪巇忋偘傞偺偵巊偆偙偲偑敾偭偨丅憗懍帋偟偰傒傞偲嬶崌偑偄偄丅偦偆偐僆僀儖僗僩乕儞偼嵟弶偐傜偙偺偨傔偵偁傞傕傫偩偲擺摼偟偨丅
俀侽侽俋擭俁寧侾擔
| 惢嶌偟偨晹昳 |
惢嶌婰帠 |
| 侾丏儕儏僞乕傾僞僢僠儊儞僩 |
傾儖儈僐儞儘僢僪偺攑昳棙梡丅庡幉偲暯峴丄媦傃庡幉偲捈妏偵庢傝晅偗壜擻丅
儕儏乕僞乕偺奜宎偼僐儞儘僢僪撪宎偵崌傢偣偰慁斦偵偮偐傫偱廋惓壛岺偟偨丅 |
| 俀丏忇婳偺庡媟侾幃 |
冇俉傾儖儈娵朹偐傜丄忋婰儕儏乕僞乕傾僞僢僠儊儞僩偱僼儔僀僗壛岺傪偟偨丅 |
| 俁丏僟僀僗儂儖僟乕 |
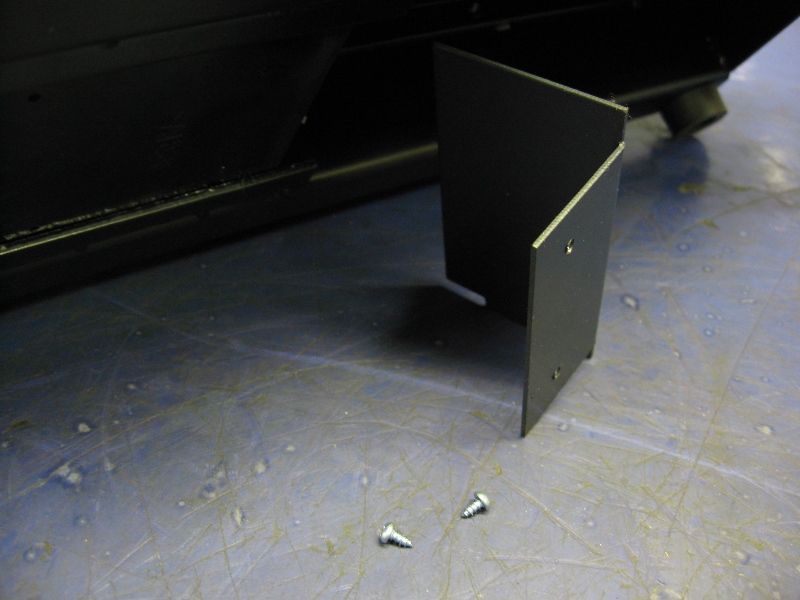
庡媟庢傝晅偗晹偺俵係僱僕壛岺偱擄媀偟偨堊丄師夞僆僱僕壛岺梡偵惢嶌丅 |
| 係丏屌掕怳傟巭傔 |
慡挿侾俆侽倣倣埲忋偺挿広暔傪壛岺偡傞栚揑偱惢嶌丅壓偺幨恀 |
| 俆丏奺庬僶僀僩 |
俉倣倣亊俉倣倣偺俰俬俽昗弨僶僀僩慺嵽偐傜儃乕儕儞僌梡丄媦傃奜宍愗嶍僶僀僩傪惢嶌 |
| 俇丏僶僀僩惉宍梡搖愇 |
僒儞僟乕傪屌掕偟偰丄捈宎冇侾侽侽偺岤偝侾俁倣倣偺搖愇傪憰拝壜擻偵偟偨丅
搖愇撪宎冇侾俆丏俉偐傜僒儞僟乕幉宎冇侾俆偵曄姺偡傞僗儁乕僒乕僇儔乕傪惢嶌
曅擏侽丏係倣倣偟偐側偄偑側傫偲偐巊偄暔偵側偭偨丅僗儁乕僒乕偼俀屄惢嶌偟偨丅 |
壠偵慁斦偑棃偰丄嶌嬈晹壆偐傜弌傞愗暡偼栘傛傝傾儖儈偺曽偑懡偔側偭偰偟傑偭偨丅
僶僀僩傕尋偖傛偆偵側偭偰搖愇偺暡恛傕弌傞丅昿斏偵憒彍偟側偄偲戝曄偱偡丅僼儔僀僗儅僔儞偼側偄偺偱僩儕乕儅傪僼儔僀僗戙傢傝偵偟偰偄傞丅
懷僲僐斦偲僩儕乕儅乕偼栘岺梡偩偑傾儖儈傕愗傟傞偟嶍傟傞丅偲尵偄偮偮丄壓偺怳傟巭傔傪愗傝弌偡偺偵懷僲僐偺恘傪堦杮愜偭偰偟傑偭偨丅
岾偄攦偄抲偒偑堦杮偁偭偨偺偱嶌嬈偼宲懕偱偒偨丅僶僀僩偼巊偆恖偑尋偑側偄偲偩傔側偙偲偑傢偐偭偨丅僶僀僩偮偔傝偑埆偄偲丄戝偒側壒傪弌偟偰嵽椏偺敪擬傕戝偒偄偺偱丄枮懌偵嶍傟傞傛偆偵側傞傑偱僶僀僩傪尋偖偙偲偵側傞丅奜宎僶僀僩偼娙扨偵搖偘傞偙偲偑傢偐偭偨丅儃乕儕儞僌僶僀僩偼廋惓傪壗搙傕孞傝曉偟偰傗偭偲枮懌偵嶍傟傞僶僀僩偑堦杮偱偒偨丅帋峴嶖岆偱壗杮偐僶僀僩傪嶌偭偰傒偰丄傾儖儈側傜側傫偲偐嶍傟傞傕偺偑偱偒傞傛偆偵側偭偨丅
慁斦偺僕僌偼乽傗偲偄乿偲屇傇傛偆偩丅偦偺乽傗偲偄乿丗偳偆偄偆晽偵慺嵽傪曐帩偟傛偆偐偲丄峫偊偰偄傞偲偒偑妝偟偄丅
慁斦偺庡幉偲恈墴幉偼姰慡偵恈偑偱偰偄傞偺偱丄娵朹偺恀傫拞偵寠傪奐偗傞偙偲偼惛搙偑偡偛偔岦忋偟偨丅
愺偄寠偱偁傟偽儃乕儕儞僌僶僀僩偱奼戝偱偒傞偺偱丄嵽椏傪庡幉偵偮偐傫偱丄拞搑敿抂側撪宎偺冇侾俀丏俉偲偐冇侾俆丏俉傪僺僢僞儕僒僀僘偺僪儕儖偑側偔偰傕
壛岺壜擻偵側偭偨丅幉懁傕擟堄偺宎偵壛岺偱偒傞偙偲偼岺嶌偺墳梡斖埻偑旘桇揑偵峀偑偭偨丅
慁斦偺抜庢傝傪妝偟偄偲姶偠傞偆偪偼慁斦壛岺偼妝偟偄丅偙傟偑傔傫偳偔偝偄偲姶偠傞偺偱偁傟偽丄慁斦壛岺偼嬯捝偱偁傞丅
俀侽侽俋擭俀寧俀俉擔
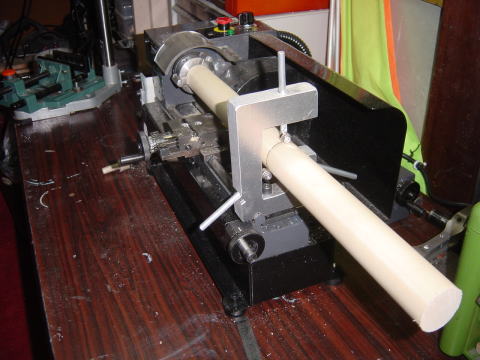
丂屌掕怳傟巭傔偺惢嶌偲冇俁俁挿偝係俆侽倣倣娵朹偺壛岺丄旘峴婡埲奜偱丄壠撪偐傜棅傑傟偨忺傝暔偺拰傪惢嶌偟傛偆偲偟偰偄傞丅夞揮懱偱挿偝偑係俆侽倣倣掱搙昁梫側偺偱丄庤惢慁斦偱嶍傞梊掕偩偭偨偑丄傗偭傁傝偙偺慁斦偱嶍傝偨偄偺偱怳傟巭傔傪惢嶌偟偨丅塃敿暘偲嵍敿暘傪僩儞儃偟偰壛岺偡傞梊掕偩丅怳傟巭傔偺愭抂偵偼儀傾儕儞僌偑憰拝偝傟偰偄傞丅
2009擭俀寧俀俇擔
丂慁斦偑帺戭偵偒偰堦廡娫偨偭偨丅僶僀僩傪惢嶌偟偨傝丄僕僌傪惢嶌偟偨傝傎傏偙偺慁斦偱偱偒傞斖埻偺岺嶌傪堦捠傝偟偰傒偨丅慁斦偺侾俆侽倂偲偄偆摦椡忋撪宎偺冇俉埲忋偺僪儕儖壛岺偑僱僢僋偲側傞偙偲偑傢偐偭偨丅冇俉埲忋偺撪宎偺奼戝偼僼儔僀僗壛岺偱懳墳偱偒傞偙偲偑傢偐偭偨丅


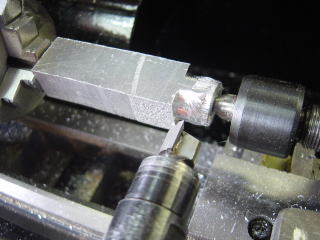
丂幨恀忋偼惢嶌偟偨慁斦僕僌偺僟僀僗儂儖僟乕丄僥乕儖僗僩僢僋偵憰拝偟偰幉偵僆僱僕傪愗傞嵺偵巊梡偡傞丅恈墴幉偺撪宎冇侾侽偵偁傢偣偰奜宍冇侾侽偺愗嶍偼斾妑揑梕堈偩偭偨丅僟僀僗偺奜宍冇俀俆偵偁傢偣偰撪宎冇俀俆傪侾侽倣倣偺怺偝偱壛岺偡傞偙偲偑戝曄偩偭偨丅恈墴幉偵憰拝偡傞僪儕儖僠儍僢僋偼嵟戝宎冇俉偩偑丄偩偰偵冇俉偱偼側偐偭偨丄偦傟埲忋偺宎偺僪儕儖傪偮偗傞偲慁斦偑僆乕僶乕儘乕僪偱巭傑偭偰偟傑偆丅冇俀俆偺撪宎傪壛岺偡傞偺偵冇俉僪儕儖仺冇俀侽僼僅僗僫乕價僢僩乮俁侽暘偖傜偄偐偗偰庡幉偑巭傑傜側偄傛偆偡偙偟偢偮壛岺偟偨乯仺冇俀俆儃乕儕儞僌壛岺偺弴偱巇忋偘偨丅撪宎奼戝壛岺偑慁斦偵偲偭偰夁晧壸偵側傞偙偲偑敾傝丄偙偺慁斦偱冇俉埲忋偺撪宎奼戝偼庡幉偲摨幉偺僼儔僀僗壛岺乮儕儏乕僞乕傾僞僢僠儊儞僩巊梡乯偱側偄偲傓偢偐偟偄偙偲偑敾偭偨丅幨恀塃壓偺僥僗僩壛岺偺撪宎偼嵽椏傪慁斦偱夢偟側偑傜丄僩儕乕儅乕價僢僩傕儕儏乕僞乕偱夞揮偝偣偰憡屳偺摦偒偱寠傪奼戝偟偨傕偺偱偡丅


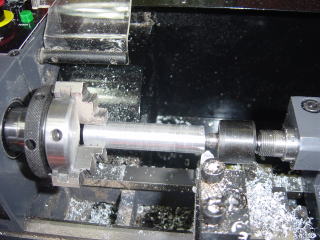
丂嵍幨恀偺搖愇冇侾侽侽倣倣傪僒儞僟乕偵庢傝晅偗偰僶僀僩傪惉宍偡傞僌儔僀儞僟乕偲偟偰巊梡偟偰偄傞丅彫宎搖愇乮冇侾俆侽乯掱搙偺僌儔僀儞僟乕偑儂乕儉僙儞僞乕偱斕攧偝傟偰偄傞偑偦傟傛傝峏偵宎偑彫偝偔冇侾侽侽偩丅搖愇偼儂乕儉僙儞僞乕偱傒偮偗偨傕偺傪撪宎傪廋惓偟偰僒儞僟乕偵揔崌偝偣偨丅撪宎傪廋惓偡傞僇儔乕偼撪宎冇侾俆亅奜宍冇侾俆丏俉偺傕偺傪慁斦偱嶍偭偰偼傔崬傫偱偄傞丅僶僀僩偑慡挿俇俁倣倣亊俉倣倣亊俉倣倣偲戝曄彫偝偔搖愇偼冇侾侽侽掱搙偑巊偄傗偡偄丅
嵍幨恀偺偟偨偼俉亊俉倣倣姰惉僶僀僩偐傜惉宍偟偨儃乕儕儞僌僶僀僩丄僶僀僩偺庤慜懁偼奜宍傪愗嶍偡傞傛偆偵奜宍僶僀僩傕寭偹偰偄傞丅幨恀塃偼撪宎丄奜宍丄俀柺嶍傝摍偄傠偄傠側壛岺傪帋壛岺偟偨僥僗僩僺乕僗丅偙偺宍忬偵栚揑偑偁傞傢偗偱偼側偔丄帺暘偑嶌偭偨僶僀僩偱戝宎愗嶍丄彫宎愗嶍丄撪宎愗嶍偑壜擻偐愗嶍僥僗僩傪偡傞偙偲偑栚揑偱偁傞丅撪宎偑堦斣擄偟偐偭偨丅冇俉傑偱偼僪儕儖偱偁偗傞丅偦偺忋偺儃乕儕儞僌僶僀僩偑擖傞僒僀僘偺冇侾俆偺僪儕儖偱奼戝偡傞偲丄慁斦偺僆乕僶乕儘乕僪偑岠偄偰偟傑偄寠偺奼戝壛岺偱偒側偄丅堦扷奜偟偰揹摦僪儕儖偱奼戝偟偰傕偄偄偑丄儕儏乕僞乕傾僞僢僠儊儞僩傪庡幉偲暯峴偵僙僢僩偟偰丄冇俉偺僩儕乕儅乕價僢僩偱撪宎傪奼戝偟偰偄偔偺偑丄岠棪偑椙偐偭偨丅慁斦偺摦椡偲僩儕乕儅乕偺摦椡椉曽傪巊偭偰丄敿宎曽岦偵憲傝傪偐偗傞偺偱丄僗儉乕僘偵撪宎奼戝偑偱偒傞丅冇侾俆掱搙偺儃乕儕儞僌僶僀僩偑擖傞撪宎傑偱峀偘傟偽丄偁偲偼僶僀僩偱帺桼帺嵼偵嶍傟傞丅
2009擭俀寧俀俆擔
丂拲暥偟偨俰俬俽昗弨偺僙儞僞乕僪儕儖偲丄俉倣倣妏偺姰惉僶僀僩偑偒偨丅僙儞僞乕僪儕儖偼栤戣側偔巊偊偨丅姰惉僶僀僩偺惉宍偑巚偭偨傛傝栵夘偩丅冇侾侽侽搖愇峸擖偟偨偑丄俽俲俫僴僀僗偺從偒擖峾偼偦偆娙扨偵嶍傟側偄丅僪儕儖偲摨偠嵽幙偩偐傜偟傚偆偑側偄偗傟偳丄彫宎梡偺撪宎僶僀僩傪惢嶌偟傛偆偲偟偰偄傞丅
嶐擔慁斦偺僼儏乕僘偑旘傫偩丄揹巕僷乕僣壆偵偄偭偰梊旛偺僼儏乕僘傪峸擖偟偰偒偨丅儂價乕梡偺彫宆岺嶌婡夿偼彫偝偄偩偗偵杮懱偵斾妑偡傟偽廳愗嶍偱僆乕僶乕儘乕僪偵側傝傗偡偄丅僼儏乕僘偑旘傇埲慜偵僷僀儘僢僩儔儞僾偑揰摂偟偰庡幉偑巭傑傞偺偼恊愗側愝寁偩丄偦偺忋僼儏乕僘偱俀廳偺埨慡嶔傪庢偭偰偄傞丅俀廡娫慜偵峸擖偟偨朸儊乕僇乕偺彫宆僼儔僀僗儅僔儞偼侾俆暘愗嶍傪俁夞偩偗偱揹巕僐儞僩儘乕儔乕偑晄挷偵側偭偨丅儈僯僼儔僀僗偵傕僼儏乕僘偼偮偄偰偄偨偑僼儔僀僗偺僼儏乕僘偼旘偽側偐偭偨偺偱丄婯掕埲撪偺晧壸偩偭偨偲偍傕偆丅曉嬥偟偰偔傟偨偐傜暥嬪偼尵偊側偄偑丄朸儊乕僇乕偺僼儔僀僗偼搶媫僴儞僘偵傕揥帵偑偁偭偨丅偦偺墶偵偼堘偆儊乕僇乕偱庡幉偺尭懍傪倁儀儖僩僾乕儕乕妡偗傞偗懼偊僞僀僾偺侾侽枩埲壓偺彫宆僼儔僀僗偑偁偭偨丅僼儔僀僗偼慁斦偵斾傋偰掅懍戝僩儖僋偱巊偆梡搑偑懡偄丅丂朸儊乕僇乕偺儂價乕僼儔僀僗庡幉傪慡堟揹巕惂屼偡傞偙偲偼柍棟偑偁傝丄屘忈偺尨場偵側傝傗偡偐偭偨偺偱偼側偄偐偲悇應偡傞丅朸儊乕僇乕偺嵟怴僇僞儘僌偱彫宆僼儔僀僗偼忋媺婡偑偱偰偍傝丄曄懍偼倁儀儖僩妡偗偗懼偊僞僀僾偵側偭偰偄傞丅
2009擭俀寧俀侾擔
丂慁斦偑帺戭偵棃偰嵟弶偵傗傠偆偲偟偨偙偲偼丄僄傾乕儕儏乕僞乕傪庢傝晅偗傜傟傞條偵偡傞偙偲偩偭偨丅庡幉偲暯峴曽岦偼搖愇傪偮偗偰撪宎傪尋嶍偡傞丅庡幉偲捈妏曽岦偺庢傝晅偗偼僼儔僀僗儐僯僢僩偲偟偰丄俀柺庢傝摍偺壛岺傪巤偡栚揑偱偁傞丅攑婞晹昳偺僐儞儘僢僪撪宎偑偪傚偆偳儕儏乕僞乕偺奜宎偲摨堦偩偭偨偺偱儕儏乕僞乕庢傝晅偗傾僞僢僠儊儞僩偲偟偰棳梡偡傞偙偲偵偟傑偟偨丅恘暔戜傪奜偟偰偦偺戙傢傝偵儀乕僗僾儗乕僩傪庢傝晅偗僐儞儘僢僪偺崅偝傪崌傢偣偰丄庡幉偲暯峴媦傃捈妏偵庢傝晅偗偟偨偩偗偱偡丅偙偺夵憿偼枮懌偟偰偄傑偡丅忇婳偺儁乕僕偱偼偙偺僼儔僀僗儐僯僢僩偲偟偰偮偐偆捈妏庢傝晅偗偱庡媟傪嶍傝傑偟偨丅
偙偺傾僞僢僠儊儞僩偺搖愇傪奜偟偰丄僩儕乕儅乕價僢僩傪憰拝偟偰寠傪愗嶍偱奼戝壛岺傪偡傞丅
儕儏乕僞乕傾僞僢僠儊儞僩庡幉偺恈偵崌傢偣偰丄僠儍僢僋偺捾傗僇儔乕摍偺撪宎尋杹偑偱偒傞傛偆偵夵憿偟偨丅僠儍僢僋偟偰偄傞晹昳偼儕儏乕僞乕偺奜宍偐傜丄揹摦僪儕儖梡僗僞儞僪偺寠宎偵宎傪曄姺偡傞傾僟僾僞乕丅撪宎偑庒姳彫偝傔偩偭偨偺偱偙偺廋惓偟偰僕儍僗僩僒僀僘偵巇忋偘偨丅


夛幮偺庢堷岺嬶彜幮偐傜僙儞僞乕僪儕儖傪堦杮攦偄傑偟偨丅僐儞儘僢僪偼攑婞昳偺嵞棙梡偱偡丅儕儏乕僞乕奜宎偲戝抂撪宎偑堦抳偟傑偟偨丅
慁斦偺弌椡偑侾俆侽倂偲彫偝偄偺偱儕儏乕僞乕偺僄傾乕摦椡傪巊偭偰妏嵽偐傜峳壛岺偱娵嵽偵偟傑偡丅慁斦偺彫偝側弌椡傪婥偵偟偨偺偱偡偑丄嵟弶偵僠儍僢僋偡傞娵晹暘傪嶌傟偽儕儏乕僞乕偺摦椡傪巊傢側偔偰傕丄僶僀僩偺傒偱嶍傟傑偟偨丅
僠儍僢僋晹暘偺娵壛岺偺弶岺掱偩偗儕儏乕僞乕壛岺偟傑偟偨丅巆傝偼僶僀僩偱慁嶍偟偨傎偆偑憗偐偭偨偱偡丅
嵍偺幨恀偼庡幉僠儍僢僋懁傕僙儞僞乕傪偮偐傫偱偄傑偡丅慺嵽偺夞揮偼丄妏嵽偺僠儍僢僋懁抂柺偵僠儍僢僋偺捾偺夞揮椡傪偆偗傞僺儞傪懪偭偰偄傑偡丅
慁斦偼偙傢偝側偄傛偆偵戝愗偵巊偭偰偄傑偡丅僆乕僶乕儘乕僪偱庡幉偑帺摦掆巭偟傑偡丅埨慡偺堊偲丄儌乕僞乕從懝杊巭婡擻偱偄偄偱偡丅
慁斦偺抜庢傝偵柌拞偱崱偼旘峴婡偳偙傠偱偼側偔側偭偰偟傑偄傑偟偨丅
俀侽侽俋擭俁寧侾擔
崱屻儂價乕偱儈僯慁斦摫擖傪峫偊偰偄傞曽偵嶲峫儗億乕僩
丂崱夞偺婡庬慖戰偼崙撪偱嵟傕埨壙側儂價乕慁斦偲偄偊傞丅懠幮惢偲斾妑偟偰傕敿暘埲壓偺抣抜偱嫞憟憡庤偼側偄丅拞崙惢偺慖戰傕偁傞偑丄戝偒偝偑俁侽倠倗掱搙偲俁攞偵側傞傎偐丄偦偺傑傑偱偼巊偊側偄偲偄偆僱僢僩忋偺儗億乕僩傕偁傞偺偱慁斦傪怗偭偨偙偲偺側偄曽偼庤傪弌偝側偄偺偑柍擄偱偁傞丅拞崙惢偑僱僢僩僆乕僋僔儑儞偱俀枩戜偱攧傝偵弌偝傟偰偄傞偑丄攦偭偨偼偄偄偑僆乕僫乕偑巊偄偙側偣側偐偭偨暔審偩偲峫偊偰偄傞丅
峸擖屻偺嵟弶偺昁廀昳偼僶僀僩偩丅帒嬥偵梋桾偑偁傟偽柍榑僗儘乕傾僂僄僀僠僢僾曽幃偑偄偄丅儂儖僟乕偑堦杮俆愮墌偱僠僢僾偑堦屄愮墌偩偲偡傞偲丅堦杮梊旛僠僢僾傕娷傔偰堦枩庛偵側傞丅儈僯慁斦愱梡偺傕偺傪僙僢僩偱峸擖偡傞偲悢枩墌偡傞丅師偺慖戰巬偑丄挻峝僠僢僾儘僂晅偗偺姰惉僶僀僩偺僙僢僩偩丄偙傟偩偲俆杮僙僢僩偱堦枩墌偖傜偄丅傢偨偟偺応崌偙傟傕攦偊偢偵丄恘偺偮偄偰偄側偄僴僀僗傪從擖傟偩偗偟偰偁傞慺嵽傪峸擖偟偰丄搖愇偼冇侾侽侽偺僌儔僀儞僟乕偵庢傝晅偗傞搖愇傪俋侽侽墌偱峸擖丄僄傾乕儕儏乕僞乕偵偮偗傞冇俇幉晅搖愇傪悢屄傪峸擖偟偰偙傟傜傪巊偄暘偗偰僶僀僩傪惉宍偟偨丅嵟傕帒嬥偵梋桾偺側偄僐乕僗偩丅僶僀僩傪帺暘偱尋偄偩偙偲偼側偐偭偨偑丄僗僋僀妏丄摝偘妏丄愗嶍俁暘椡摍偺抦幆偼偁偭偨偺偱丄嵟弶偼嫲傞嫲傞搖偄偩丅嶌偭偨僶僀僩偑忋庤偔愗嶍偱偒側偄偺偱丄廋惓傪孞傝曉偡偆偪丄悢夞傗傝捈偟丄悢擔偱巊偄暔偵側傞僶僀僩偑嶌傟傞傛偆偵側偭偨丅堦搙僶僀僩偑帺暘偱搖偘傞傛偆偵側傞偲偁偲偼丄拞僌儕丄抂柺丄撍偭愗傝丄奜宎偲墳梡偱壗偱傕嶌傟傞丅擄堈搙偼懡彮偁傞偑儂價乕梡偲偟偰偁偲偵懕偔曽偵偼偙傟傪偍姪傔偡傞丅儂乕儉僙儞僞乕偱椉摢僌儔僀儞僟乕偑彫偝偄傕偺偱俆愮墌偖傜偄偱攧傜傟偰偄傞丅偙傟偼僗儘乕傾僂僄僀曽幃偺儂儖僟乕堦杮偺抣抜偱偁傞丅僌儔僀儞僟乕偲僶僀僩偺慺嵽偝偊偁傟偽僶僀僩偼嶌傟傞丅壠偵慁斦傪擖傟傞嵺偺僱僢僋偼愝抲応強偲僶僀僩偩丅慁斦偺壒偼巚偭偨傛傝惷偐丄柍棟側愗嶍傪偟側偗傟偽壠懓偑杦偳婥偯偐側偄偖傜偄偺壒偩丅嬥懏偺愗暡傕僶僉儏乕儉僋儕乕僫乕乮岺嬈梡憒彍婡乯偱媧偄庢傟偽偄偄丅堦斣崲傞偺偑僶僀僩傪惉宍偟偨偲偒弌傞搖愇偺暡恛偩丅堦柺偵旘傃嶶傞偺偱嶌嬈屻偁偨傝堦柺偑暡偭傐偔側傞丅俀奒偺憢傪奐偗曻偪丄僐儞僾儗僢僒乕僄傾乕偱悂偒旘偽偟偰偐傜偁偨傝堦柺偵憒彍婡傪偐偗傞偙偲偵側傞丅怘昳傗揹巕婡婍偺俿倁傗僷僜僐儞偺偁傞晹壆偱偼偱偒側偄嶌嬈偱偁傞丅僐儞僾儗僢僒乕傗丄夞揮搖愇偑巊偊傞岺嬶偼慁斦傪巊偆忋偱昁梫偵側傝傑偡丅
嵟屻偑慁斦梡偺僆僾僔儑儞偩偑儊乕僇乕偱暿攧傝偱梡堄偝傟偰偄傞丅巹偺応崌偼嵟掅尷帺暘偱嶌傟側偄丄恈墴幉梡偺僪儕儖僠儍僢僋偲丄僥乕僷乕嶍傝梡恘暔戜傪峸擖帪偵峸擖偟偨丅懠幮偺儈僯慁斦偱偼婎杮僆僾僔儑儞偼僶僀僩摍堦弿偵杮懱偵僙僢僩偝傟偰偄傞丅巹偼屌掕怳傟巭傔丄儕儏乕僞乕傾僞僢僠儊儞僩丄僟僀僗儂儖僟乕摍帺暘偱惢嶌壜擻側傕偺偼帺嶌偟偨丅
慁斦偑壠偵偁傞偙偲偼岺嶌偺妝偟傒偑攞憹偟傑偡丅嬥懏偺夞揮懱傪帺桼偵惢嶌偱偒傞偙偲偼妝偟偄偱偡丅偄傑傑偱椶帡宍忬偺傕偺傪儂乕儉僙儞僞乕偱扵偟偰廋惓摍偟偰巊偭偰偄偨偑丄偙傟偐傜偼帺嶌偱偒傑偡丅
俀侽侽俋擭俀寧俀俁擔
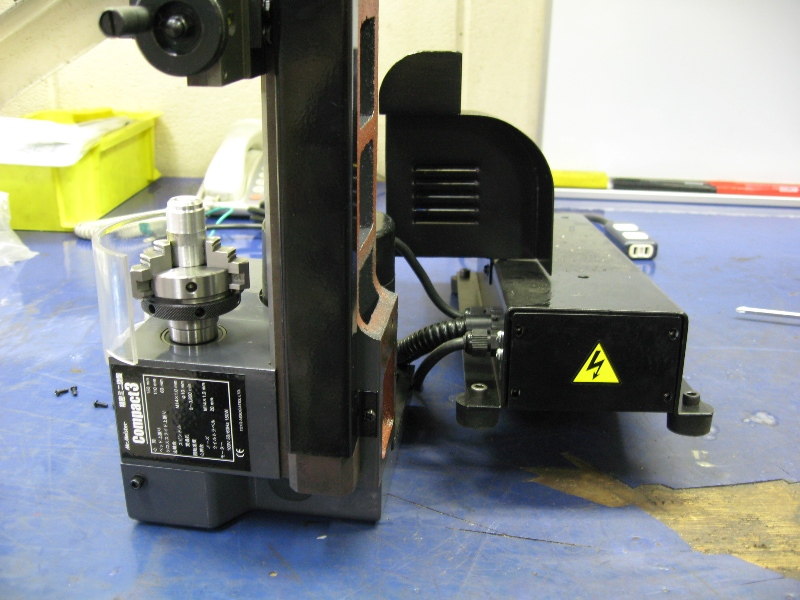
| 慁斦斾妑昞 |
庤惢栘岺慁斦 |
巗斕偺儈僯慁斦乮俠俷俵俹俠俿俁乯 |
| 僠儍僢僋嵟戝攃埇宎 |
冇侾侽倣倣丄怳傟偁傝丄恈墴幉偲偢傟偁傝 |
冇俆侽倣倣乮媡捾偑巊偊傞偺偑曋棙偩乯 |
| 嵟戝壛岺挿偝 |
俆侽侽倣倣 |
侾俆侽倣倣乮屌掕怳傟巭傔傪惢嶌偟偰慡挿係俆侽倣倣偺嵽椏傪嶍偭偨乯 |
| 惛搙 |
亇侽丏俆倣倣僗僩儗乕僩偵愗嶍偼偱偒側偄 |
亇侽丏侽俆倣倣乮憲傝僴儞僪儖栚惙傝偺嵟彫扨埵乯
亇侽丏侽侾倣倣傪弌偦偆偲偡傞偵偼僟僀儎儖働乕僕偱恘暔戜偺摦偒傪妋擣偟丄
壛岺悺朄傪應掕偡傞儅僀僋儘儊乕僞偑昁梫偵側傝傑偡丅 |
丂崱屻庤惢栘岺慁斦偼丄挿広暔偺栘岺壛岺偵巊偆偮傕傝偩丅俠俷俵俹俙俠俿俁偱係俆侽倣倣偺傕偺傪嶍偭偨偑抂柺嬤偔偟偐嶍傟側偄丅慡懱傪捠偟偱嶍傞偵偼庤惢栘岺慁斦偵庢傝晅偗偰嵟廔巇忋偘傪偟偨丅師偵儈僯慁斦偱側偵傪偮偔傠偆偐峫偊偰偄傞丅婡廵傗丄僺僩乕娗丄傾儞僥僫偼偱偒偰摉偨傝慜側偺偱柺敀枴偑側偄丅傗偭傁傝旜椫偩傠偆偲偍傕偆丅僞僀儎傪夞揮偝偣傞峔憿偼彫偝偡偓偰偱偒側偄偑丄尰嵼偮偄偰偄傞旜椫曐帩晹暘偵丄夞揮偼偟側偔偰傕恀墌偵嶍偭偨旜椫僞僀儎傪偮偗傟偽偐側傝尒偨栚偑椙偔側傞丅崱屻偺壽戣偼彜幮偵拲暥偟偨僴僀僗姰惉僶僀僩偑崱廡擖庤偱偒傞丅偦偺僴僀僗偺僶僀僩傪偆傑偔尋嶍惉宍偱偒傞偐栤戣偩丅僒儞僟乕偵冇侾侽侽偺搖愇傪儂乕儉僙儞僞乕偱峸擖偟偰憰拝偟偨丅僒儞僟乕偼僪儔僼僞乕偺倃倄幉堏摦僗僞儞僪偵庢傝晅偗偰暯峴堏摦壜擻側忬懺偟偰巊偆丅岺嬶偼僶僀僗偵屌掕偟偰偟傑偆偮傕傝偩丅僴僀僗姰惉僶僀僩偼偐側傝彫偝偄偺偱庤帩偪偼婋尟偩偲巚偭偨偑丅婎杮揑側偲偙傪僶僀僗屌掕偱嵪傑偣偰偍偗偽丄嵟屻偺恘晅偗偼庤帩偪偱側偄偲惛搙偑偱側偄偺偱椙偄僶僀僩偑嶌傟側偐偭偨丅庤偵偼妚庤戃傪偮偗丄埨慡儊僈僱憰拝偱僶僀僩偺惉宍傪偡傞丅
俀侽侽俋擭俀寧俀侾擔
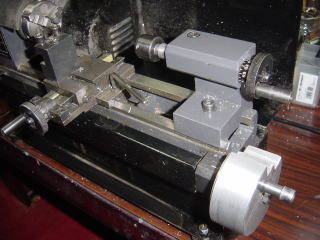
丂丂儈僯慁斦強姶傪宖嵹偟傑偡丅偙偺慁斦杮懱俆枩墌戜偺抣抜偼偍抣懪偪偩丅暋嶨側帺摦憲傝憰抲傗丄昗弨僶僀僩僙僢僩傗僙儞僞乕僪儕儖偲偄偭偨徚栒岺嬶傕晅懏偟側偄丅偦偺暘杮懱壙奿傪梷偊偰偁傞丅慁斦傪怗偭偨偙偲偺側偄恖偼偙偺彜昳傪峸擖偟側偄偩傠偆丅昁梫側傕偺偩偗偁偲偱捛壛偡傟偽偄偄恊愗側彜昳愝掕偩丅壛岺偡傞偵偁偨偭偰儂乕儉僙儞僞乕偵偼慁斦梡偺岺嬶偑攧傜傟偰偄側偄丅僶僀僩傕僙儞僞乕僪儕儖攧偭偰偄側偄丅僀儞僞乕僱僢僩偱昹徏偺愗嶍岺嬶彜幮専嶕傪偟偨丅暦偒妎偊偺偁傞彜幮偑偱偰偒偨丅挬揹榖偟偰侾杮偱傕攧偭偰偔傟傞偐妋擣偟偨丅夛幮偐傜幵偱俆暘掱搙偺応強側偺偱丄嬥梛擔拞偵僙儞僞乕僪儕儖偼擖庤偱偒偨丅峸擖帪偵搶媫僴儞僘偱傕僙儞僞乕僪儕儖偺峸擖傪慐傔傜傟偨偑丄僔儑僂働乕僗偺僙儞僞乕僪儕儖堦杮偺抣抜偑俀侽侽侽墌埲忋偟偨偺偱巭傔偨丅
摉偨傝慜偺榖偱偡偑丄宎曽岦偵侽丏侾倣倣僴儞僪儖偱捛偄崬傫偱丄壛岺捈宎偑僕儍僗僩侽丏俀倣倣彫偝偔嶍傟傞偙偲偼偆傟偟偄丅埲慜偺庤惢栘岺慁斦偱偼宎曽岦偵僪儔僼僞乕儗乕儖偺僗僩僢僷乕傪岠偐偣偰傕丄慡懱偺崉惈偑掅偔偰丄惓妋側壛岺宎傪曐帩偱偒側偄丅壛岺偛偲偵偽傜偮偄偰偟傑偭偨丅怑恖媄偲塣偵傛傞惛搙偱偁偭偨丅
2009擭俀寧侾俋擔
丂嶐擔搶媫僴儞僘廰扟揦偱丄儈僯慁斦傪峸擖偟偨丅搶梞傾僜僔僄乕僣偺俠俷俵俹俠俿俁偩丅俀寧俇擔偺儗億乕僩偵偁傞13倠倗偺慁斦偩丅僆僾僔儑儞偺僥乕僷乕嶍傝傾僞僢僠儊儞僩偲丅恈墴戜偵憰拝偡傞僪儕儖僠儍僢僋偼偳偆偟偰傕昁梫偵側傞偺偱堦弿偵峸擖偟偨丅俀寧侾俇擔偐傜慡崙憲椏柍椏敪憲僉儍儞儁乕儞拞側偺偱丄捠忢侾侽侽侽墌偐偐傞憲椏偼柍椏偵側偭偨丅崱斢庤尦偵攝払偝傟偨丅擮婅偺慁斦偑庤偵擖傝偲偰傕偆傟偟偄丅偙傟偱忇婳偺攔婥娗丄僺僩乕娗丄婡娭廵丄庡媟偺嶌傝捈偟丄傂傚偭偲偟偰旜椫傕偮偔傟傞偐傕偟傟側偄丅崱搙偺搚擔偼慁斦嶰枂偡傞偮傕傝偩丅崱擔偼尰昳妋擣偲愢柧彂撉傒偱壛岺偼柧擔偐傜偵偡傞丅
俀侽侽俋擭俀寧侾俀擔
丂俁擔慜偺擔梛擔偵椬愙巗偺儂乕儉僙儞僞乕偱尒偮偗偨俹俼俷倃倃俷俶乮僉僜僷儚乕僣乕儖乯偺彫宆僼儔僀僗儅僔儞俶倧丏侾俇侽侽侽傪峸擖偟偨丅掕壙偺栺敿抣偩丅帩偪婣傝帺戭偵愝抲偟偰僼儔僀僗壛岺傪巒傔偨丅揝偺寉検宆峾傪庤惢慁斦偺儀僢僪偵偡傞梊掕偱嶍傝偩偟偰1帪娫偖傜偄偱僼儔僀僗儌乕僞乕偺夞揮偑巭傑偭偨丅楢懕塣揮偱偼側偔侾俆暘嶍偭偰偼俆暘媥傫偱丄偲偄偆抐懕塣揮偱嶌嬈奐巒偱侾帪娫偩偐傜丄惓枴係俆暘偖傜偄偟偐夞偟偰偄側偄丅俙俠傾僟僾僞乕偺僸儏乕僘偼僥僗僞乕偱揰専偟偰俷俲偩偭偨丅堦搙偁偒傜傔偨偑丄1帪娫屻傕偆偄偪偳夞偟偨傜傑傢傞偺偱丄梉曽壛岺傪嵞奐偟偨丅晧壸傪偐偗傞偲庡幉偼掆巭偡傞丅儌乕僞乕偼寉偄偆側傝壒傪偩偟偰偄傞偺傒偩丅庤偱寉偔偨偨偔偲夞傝偩偟丅侾侽昩偡傞偲掆巭偡傞偙偲傪悢夞孞傝曉偟偨丅儂乕儉僙儞僞乕暵揦傑偱侾丏俆帪娫偁傞偺偱侾帪娫偐偗偰椬愙巗偺峸擖揦偵偄偔丅暵揦俁侽暘慜偩丅揦偺扴摉幰偼曉嬥傪慐傔丄栺侾侽擔偱廋棟傕壜擻偩偲偄偆丅杮儊乕僇乕偼崱屻庢傝埖偄弅彫曽岦偱崱屻偼摨堦昳偼抲偐側偄條側偺偱丄曉嬥偟偰傕傜偭偨丅1擔偺僼儔僀僗儅僔儞柌偩偭偨丅丄壠撪偐傜峸擖旓偼僉乕僾偟偨偺偱傑偨懠偺婡夿偺峸擖傪専摙偟傛偆偲巚偆丅
俀侽侽俋擭俀寧侾侽擔
丂慁斦壛岺傪偟偰傒偰丄帺暘偺僪儔僼僞乕夵憿愗嶍婡偺尷奅傪姶偠偩偟偨丅俹俼俷倃倃俷俶乮僉僜僷儚乕僣乕儖乯偐傜弌偰偄傞彫宆僼儔僀僗儅僔儞傪尰嵼壠撪偲岎徛拞偩偑丄攦偊傞偐傕偟傟側偄丅偙傟偑偁傟偽壛岺偺惛搙偑堦婥偵侽丏侾倣倣偺僆乕僟乕傑偱偁偑傞丅
俀侽侽俋擭俀寧俇擔
丂搶媫僴儞僘廰扟揦偵峴偭偨丅惵嶳偺倂俬俶俧丂俠俴倀俛2夞栚朘栤偺摨偠擔偵惵嶳偵峴偔慜偵廰扟偵傛偭偨丅乮慁斦偺柌乯
揦偑儚儞僼儘傾乕偱偼側偔抜堘偄奒抜忬僼儘傾乕偩丄偦傟偼抧宍偑孹幬抧偱偁傝擇偮偺寶暔偑崌懱偟偰堦偮偺寶暔偵偟偨峔憿忋偺棟桼偐傜偱偁傞偙偲偑敾偭偨丅柾宆偼嵟忋奒俈奒偵偁傞偑丄巹偺栚偱尒偰尒傞傋偒傕偺偼側偐偭偨丅柾宆慱偄偱搶媫僴儞僘偵偄偔偙偲偼側偄丅巹偺挷嵏栚揑偼彫宆岺嶌婡夿偩丅偦傟傕嬥懏壛岺梡偺慁斦偩丅嵟彫婡偑俆枩墌丅忋媺婡偑侾侽枩墌偩偭偨丅僾儘梡偺僀儞僷僋僩僪儔僀僶乕偑忋媺婡偱係丏俆枩墌偖傜偄偡傞偙偲傪峫偊傟偽儂價乕梡偺慁斦偑俆枩墌偼埨偄丅僗儁僢僋偑彫偝偄偺偱偡偙偟壛岺偡傞偲偦偺忋偺僋儔僗偺侾侽枩偺偑梸偟偔側傞偺偼栚偵尒偊偰偄傞丅嵟弶偐傜侾侽枩偺慁斦傪栚巜偟偨傎偆偑偄偄傛偆偵姶偠偨丅廳偝偑俆.6枩偺慁斦偼廳検侾俁倠倗偱侾侽枩偺慁斦偼俀俉倠倗偩偭偨丅揦偐傜帩偪婣傞偺偼偡偙偟偒偮偄丅搶嫗偐傜怴姴慄偵忔偭偰崼曪崬傒偱俁侽倠倗偺慁斦傪帩偪婣傞偺偼偄偨偩偗側偄丅栘岺慁斦偼俀枩墌戜偱偍傢傫偑嶍傟偦偆側慁斦偑偁偭偨丅傢偨偟偼栘岺慁斦梡偺僲儈傒偨偄側恘暔偱夞揮拞偺栘傪偗偢傞庯枴偱偼側偄丅栘偼夞揮偝偣偰傕崅懍夞揮僩儕乕儅乕偱嶍傝偨偄丅慁斦偼嬥懏僶僀僩偱嶍傞傕偺偩偲巚偆丅栘岺慁斦偱僲儈忬偺恘暔偱栘傪嶍傞峴堊偼偐側傝婋尟偩丅堦偮娫堘偆偲戝夦変傪偡傞儕僗僋偑偁傞偺偱丄傢偨偟偼傗傝偨偔側偄丅怑恖媄傪梫媮偝傟傞僞乕僯儞僌偲屇偽傟偰偄傞壛岺偱墷暷偱偼戝恖偺庯枴偺傛偆偱偁傞丅巹偺岺朳偵侾侽枩墌偺嬥懏壛岺慁斦偼擖傝偦偆偵側偄丅梊嶼傕側偄偑攦偭偰傕偦傟傪枅擔巊偆傕偺偱偼側偄偟丄堦擭偵俁乣係夞巊偆偩偗偱侾侽枩偺俀俉僉儘偺慁斦偼壠撪偵偍偙傜傟偰偟傑偄偲偰傕梸偟偄偲尵偄弌偣側偄丅尰帪揰偱揹婥僩儕乕儅乕偲丄僄傾乕儕儏乕僞乕偺摿惈傪惗偐偟偨栘岺壛岺偼墳梡斖埻偺尷奅偖傜偄傑偱巊偄偙側偟偰偄傞丅尰嵼偺僪儔僼僞乕偺墧昅庴偗戜傪儀僢僩偵偟偨丄儂價乕梡栘岺慁斦偲丄倃倄幉堏摦偺僩儕乕儅乕丄儕儏乕僞乕偺挙崗婡偱僜儕僢僪儌僨儖偺惢嶌傪崱屻傕懕偗傛偆偲峫偊偰偄傞丅帺戭岺朳偱埖偆偺偼庤帩偪岺嬶偑婎杮偱丄僶儞僪僜乕丄巺嫎斦丄儃乕儖斦丄娵嫎僗僞儞僪偖傜偄傑偱偑尷奅偐丅
2009擭俀寧俉擔
慁斦壛岺偟偨娵慺嵽傪僼儔僀僗壛岺偡傞嵺庡幉偺僠儍僢僋傪擟堄偺妏搙偱屌掕偡傞憰抲傪惢嶌偟偨丅
丒丒丒丒丒丒丒壗偺栚揑偱丠丒丒丒偙偆偄偙偲偼僯乕僘偑側偄偲偟側偄丅傾儖儈偺娵朹傪慁斦偱嵶偔偟偰庡媟傪惢嶌偟傛偆偲巚偆丅
偦偺偁偲僞僀儎傪庢傝晅偗傞庡媟拰拞怱偐傜僆僼僙僢僩偝偣偰幵椫傪曐帩偡傞晹暘傪嶍傝偩偡偵偼丄慁斦偺庡幉傪屌掕偟側偄偲嶍傟側偄丅
尰嵼擔梛擔偺憗挬側偺偱丄偙傟偐傜庡媟拰傪傾儖儈偐傜嶍傝偩偡梊掕丅幵椫偺僞僀儎晹暘偼偙偺慁斦偱嶍傞丅庡媞僇僶乕偵偡傞
傾儖儈敄斅倲亖侽丏俀倣倣傕嶐擔搚梛擔偵儂乕儉僙儞僞乕偱峸擖偟偰偒偨偺偱側傫偲偐宍偵側傞偲巚偆丅
2009擭俀寧係擔
曧偄梡偺俵俢俥嵽偱惢嶌偟偨僥儞僾儗乕僩傪慜屻丄嵍塃偵旝挷惍偡傞憰抲丅
憰抲偺杮懱偼巊傢側偔側偭偨妛廗婘偺杮扞偺晅懏偺徠柧梡寀岝摂傪慜偵堷偒弌偡憰抲偺僈僀僪偩丅偮傑傝夝懱偟偨妛廗婘偺攑暔棙梡偱偡丅
偙傟偵嵍塃曽岦偺旝挷惍婡擻傪俵俇偺僱僕俀杮偱塃偐傜墴偡偹偠丄嵍偐傜墴偡偹偠傪捛壛偟偰椉曽偺僱僕傪夞偟偰埵抲偺旝挷惍傪壜擻偵偟偨丅
慺嵽傪僠儍僢僋偡傞晹暘偼冇侾侽偺僾儔僌僇僢僞乕偱揹摦僪儕儖偱懢偄宎偺娵朹偐傜僪儕儖僠儍僢僋偱攃埇壜擻側冇侾侽傑偱嶍傝棊偲偟偰偄傞丅
丂壓偼慺嵽偐傜僥儞僾儗乕僩偱曧偄嶍傝傪奐巒偡傞捈慜偺忬懺丅曧偄儘乕儔乕偼冇俋丏俆偲冇侾俀丏俈偺2庬椶偑憰拝偝傟偰偄傞丅偙偺忬懺偱偼冇俋丏俆偑庤慜偵偱偰偄傞丅冇俋丆俆偺曧偄儘乕儔乕偱曧偆丅愗嶍摦椡偼僄傾乕儕儏乕僞乕偱愗嶍丅冇侾俀丏俈偺僩儕乕儅乕價僢僩偺儘乕儔乕偼僩儕乕儅乕摦椡偱壛岺偡傞応崌偺曧偄儘乕儔乕丅偦偺応崌偼冇俋丏俆偺曧偄梡僐儘偼庢傝奜偡丅

幨恀嵍偼恈墴幉傪壓悈娗晹昳偺僱僕偱慜偵撍偒弌偡憰抲丅幨恀偺塃偼愗嶍傪姰椆偟偨忬懺偱偡丅
恈墴幉偺夞揮僙儞僞乕偼慺嵽偵偁偰偰偄傞偩偗偱偼屌掕椡偑庛偄丄壓悈娗偺僱僕僺僢僠堦僺僢僠暘偩偗嵽椏偵怘偄崬傒墴偟摉偰偰偄傞曐帩椡偑昁梫偩偭偨丅栘嵽偵僱僕壛岺傪巤偡偺偼愱梡偺岺嬶偑昁梫偵側傞偺偱丄婛懚偺儂乕儉僙儞僞乕偱庤偵擖傞晹昳偱恈墴幉傪墴偟弌偡婡擻傪捛壛偟偨丅


2009擭侾寧侾俆擔

丂栘岺慁斦偱偡丅嵍偑庡幉戜丄塃偑恈墴戜偱偡丅儌乕僞乕偼忋偺俙俠傾僟僾僞乕偱嬱摦偝偣傞丅媡揮偼揹尮慄傪亄丄亅擖傟懼偊傞丅恈墴戜偺冇俀俆娵朹撪偵偼儀傾儕儞僌偑巇崬傑傟偰夞揮僙儞僞乕傪峔抸偟偰偄傞丅冇俀俆娵朹撪偵奜宍冇侾俇偺儀傾儕儞僌傪俀屄擖傟偨偺偱栘晹擏岤偑敄偔儂乕僗僶儞僪偱掲晅偗偰曗嫮偟偨丅僙儞僞乕偼僪儔僀僶乕價僢僩晅偗崻傪尋杹偟偰惢嶌偟偨丅岺嬶偼嵟忋晹偵幨偭偰偄傞僩儕乕儅乕傪夞揮偝偣偰嶍傞丅摦椡偼僩儕乕儅乕偺摦椡偱愗嶍偟偰偄傞丅僪儕儖僠儍僢僋偼夞揮偝偣傞椡偩偗偱愗嶍偡傞僩儖僋偼側偄丅埲慜惢嶌偟偨僪儕儖僪儔僀僶乕偦偺傕偺傪儈僯僶僀僗偱僋儔儞僾偡傞曽朄偼曐帩偡傞椡偑愗嶍僩儖僋偵傑偗偰僪儕儖僪儔僀僶乕偑枩椡偐傜奜傟偨傝丄偢傟偰偟傑偆丅崱夞偺曽朄偼庡幉戜偵傕恈墴戜偵傕崉惈偑偁傝彫暔偺愗嶍偵廫暘懴偊傜傟傞丅庡幉戜偺寠壛岺偵偼宎傪挷惍壜擻側嵗僌儕價僢僩傪巊偭偰寠偁偗偟偨丅寠偼奐偄偨偑悅捈偵壛岺偡傞偙偲偼偱偒側偐偭偨丅寠壛岺屻偵撪宎偵偁傢偣偰掙柺傪悈暯偵廋惓偟偨丅偦偺庡幉戜恈崅偵崌傢偣偰丄恈墴戜偺寠崅偝傪寛傔偰壛岺偟偨丅庡幉偺恈偲丄恈墴戜偺拞怱傪崌傢偣傞偺偑戝曄偩偭偨丅
搚擔偱俶倝亅俠倓揹抮偑庻柦偱巊偊側偔側偭偨屆偄揹摦僪儕儖僪儔僀僶乕偺儌乕僞乕偲尭懍僊傾晹暘傪庢傝弌偟偰丄栘偺僽儘僢僋偵杽傔崬傒僪儕儖僠儍僢僋偑夞揮偡傞慁斦偺庡幉偵嶌傝捈偟偨丅恈墴幉偼冇俀俆偺娵朹愭抂偵儀傾儕儞僌傪慻傒崬傒丄夞揮僙儞僞乕傪惢嶌偟偨丅忇婳偺僾儘儁儔僗僺儞僫乕偼偙傟偱嶍傞梊掕丅
丂俀侽侽俋擭俀寧俁擔慁斦偵曧偄婡峔傪捛壛偟偨丅僼儕乕僴儞僪愗嶍偼摨偠宍忬傪暋悢嶍傝偩偡偙偲偑偱偒側偄丅傑偨恾柺偲摨堦抐柺偱夞揮懱傪慁嶍偡傞偺偼傗偼傝曧偄憰抲偑梸偟偐偭偨丅巊傢側偔側偭偨妛廗婘偺寀岝摂傪庤慜偵僗儔僀僪偝偣傞僗儔僀僪偵丄傾儖儈僶僀僗偺屌掕僴儞僪儖傪庢傝晅偗惢嶌偟偨丅
僗僺儞僫乕偲曧偄憰抲丄僥儞僾儗乕僩傪憰拝偟偨忬懺丅僥儞僾儗乕僩偑嵍塃丄慜屻偵愗嶍埵抲傪挷惍壜擻偲偟偨丅塃偼俵俢俥惢偺曧偄僾儗乕僩偲曧偄儘乕儔乕丄儘乕儔乕偼僩儕乕儅乕價僢僩偵憰拝偝傟偰偄傞冇俋丏俆偺儀傾儕儞僌傪巊梡偟偰偄傞丅俵俢俥惢僥儞僾儗乕僩偵偼俵係偺僆僯儊僫僢僩偑懪偪崬傑傟偰偄傞丅栘偹偠偱屌掕偟偨偺偱庢傝晅偗庢傝奜偟傪孞傝曉偣側偄丅傑偨庢傝晅偗埵抲惛搙偑埨掕偟側偄偺偱嬥懏惈偺儊僱僕傪懪偪崬傫偩丅